|
|
Приватне Акціонерне Товариство
|









|
Верстатний комплекс з ЧПУ та автоматичною зміною інструменту для повної обробки отворів у бокових сторонах хребтової балки
Верстатний комплекс з ЧПУ та автоматичною зміною інструменту моделі ОСК.4138МФ4 для повної обробки отворів у бокових сторонах хребтової балки, що складається з чотирьох спеціальних горизонтальних однобічних одношпиндельних координатно-свердлильних верстатів та одномісного гідрофікованого пристосування пропонується на підставі попереднього Технічного запиту б/г «АЗОВМАШ».
ПРИЗНАЧЕННЯ І ОБЛАСТЬ ЗАСТОСУВАННЯ
Верстатний комплекс з ЧПУ моделі ОСК.4138МФ4 призначений для обробки 148 отворів Ø 23Н14 та 24 отворів Ø 17Н16 з двох сторін одночасно за один постанов оброблюваної деталі.
Матеріал оброблюваних деталей - Сталь 09Г2С.
Вид кліматичного виконання УХЛ4.2 за ГОСТ15150-69.
Верстатний комплекс проектується Дочірнім підприємством «ПІВДЕНЬ-СТАНКОМАШ» ВАТ «ОЗРСВ» та виготовляється ВАТ «Одеський завод радіально-свердлильних верстатів».
| № з/п | Найменування показника | Значення |
|---|---|---|
| 1 | 2 | 3 |
| 1. | Показники заготовки, що обробляється на верстаті | |
| 1.1. | Найбільші розміри заготовки, що встановлюється в пристосуванні, мм, не менше: 5) довжина 6) ширина 7) висота |
13360 600 700 |
| 1.2. | Найменший умовний діаметр свердління, мм | 17 |
| 1.3. | Найбільший умовний діаметр свердління, мм | 23 |
| 1.4. | Найбільший діаметр розсвердлювання, мм | 40 |
| 1.5. | Точність міжцентрових відстаней, мм | ±0,5 |
| 1.6. | Найбільша маса заготовки, що встановлюється, кг | 3000 |
| 2. | Показники робочих та настановних переміщень верстатних модулів | |
| 2.1. | Довжина ходу по осі Х, мм | 2000 |
| 2.2. | Довжина ходу по осі Y, мм | 500 |
| 2.3. | Довжина ходу по осі Z, мм | 630 |
| 2.4. | Дискретність завдання переміщень, мкм | 1 |
| 2.5. | Точність лінійного позиціонування, мкм | 200 |
| 2.6. | Стабільність лінійного позиціонування, мкм | 100 |
| 2.7. | Кількість керованих осей координат | 12(3х4) |
| 3. | Показники основних та допоміжних рухів верстата | |
| 3.1. | Кількість шпинделів, шт | 4 (1 х 4) |
| 3.2. | Межі частот обертання шпинделя, об/хв | 300-2000 |
| 3.3. | Межі робочих подач повзуна, мм/хв | 5-4800 |
| 3.4. | Найбільша швидкість швидких переміщень, м/хв, щонайменше 1) санок, головки 2) повзуна |
10 6 |
| 4. | Показники силової характеристики верстата | |
| 4.1. | Найбільший крутний момент на шпинделі, Нм | 500 |
| 4.2. | Потужність приводу головного руху, кВт, не менше | 7,5 |
| 4.3. | Сумарна потужність встановлених на верстаті електродвигунів, кВт, не менше | 60 |
| 4.4. | Найбільше зусилля подачі координатної осі, кН: Х Y Z |
5 5 15 |
| 5. | Агрегат охолодження | |
| 5.1. | Позначення | оригінальний |
| 5.2. | Кількість, шт. | 4 |
| 6. | Система змащення | |
| 6.1. | Тип | примусова |
| 6.2. | Робочий тиск, МПа | 2,0 |
| 6.3. | Продуктивність, дм3/с | 3,0 |
| 6.4. | Марка олії | И-ЦСЭ-2,5 ИНСп 240 ТУ38.101672-77 |
| 6.5. | Ємність бачка, дм3 | 10 |
| 6.6. | Кількість, шт. | 8 (2 х 4) |
| 7. | Пристосування | |
| 7.1. | Тип | пневмозатискач |
| 7.2. | Завантаження-вивантаження оброблюваних деталей | Ручна Підйомно-транспортними засобами замовника |
| 7.3. | Кількість місць, шт. | 1 |
| 8. | Електроустаткування | |
| 8.1. | Мережа живлення: | |
| Тип | 3х фазний з глухозаземленою нейтраллю | |
| Рід струму | змінний | |
| Частота струму, Гц | 50±1 | |
| Напруга, В | 380±38 | |
| 8.2. | Ланцюги управління: | |
| Рід струму | змінний | |
| Напруга, В | 100±10 | |
| 8.3. | Ланцюг сигналізації: | |
| Рід струму | змінний | |
| Напруга, В | 24±2 | |
| 9. | Продуктивність верстата (максимальна), шт/год при Кти=0,85 (Уточнюється при промисловій експлуатації) |
4,9 |
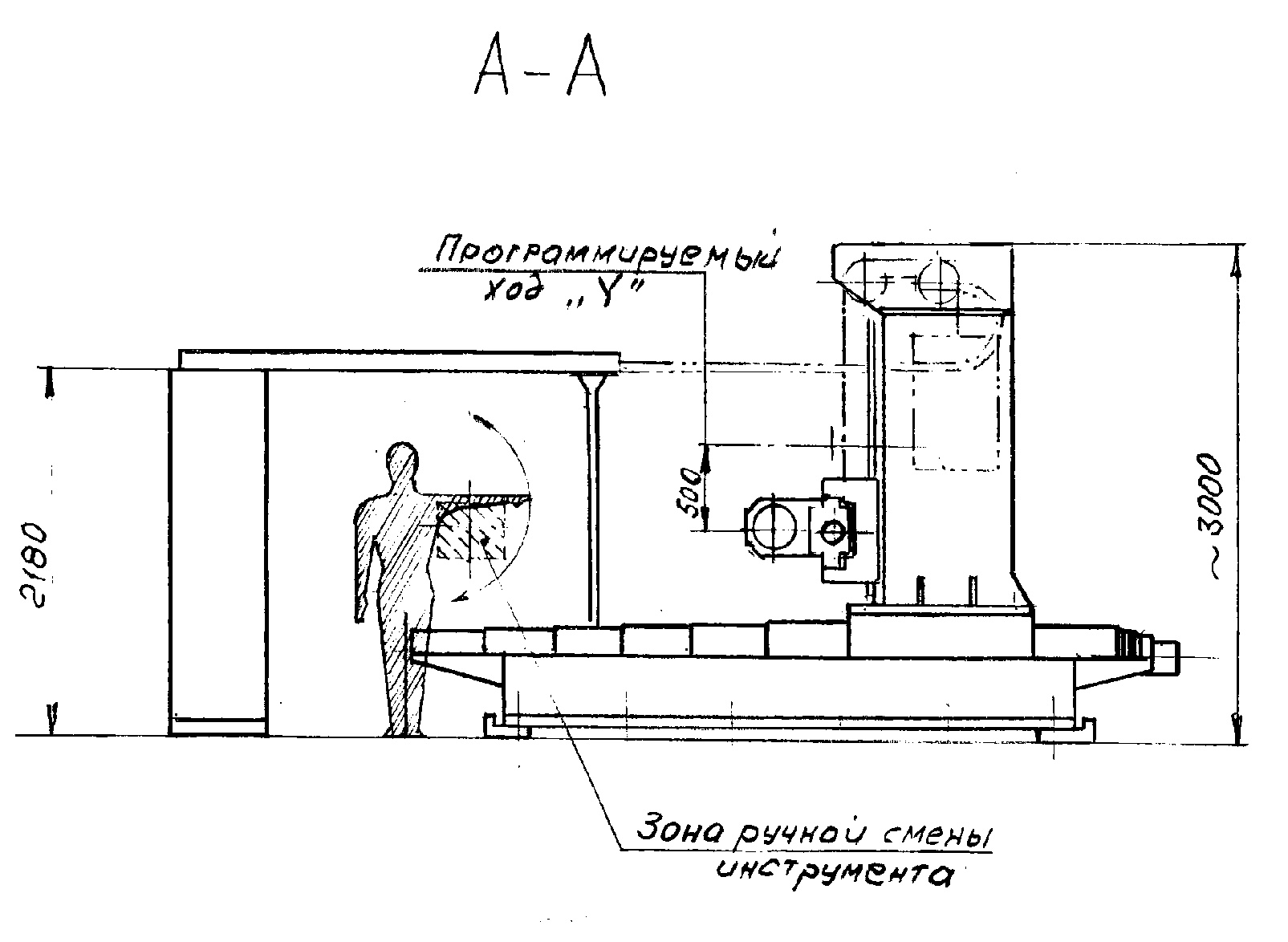
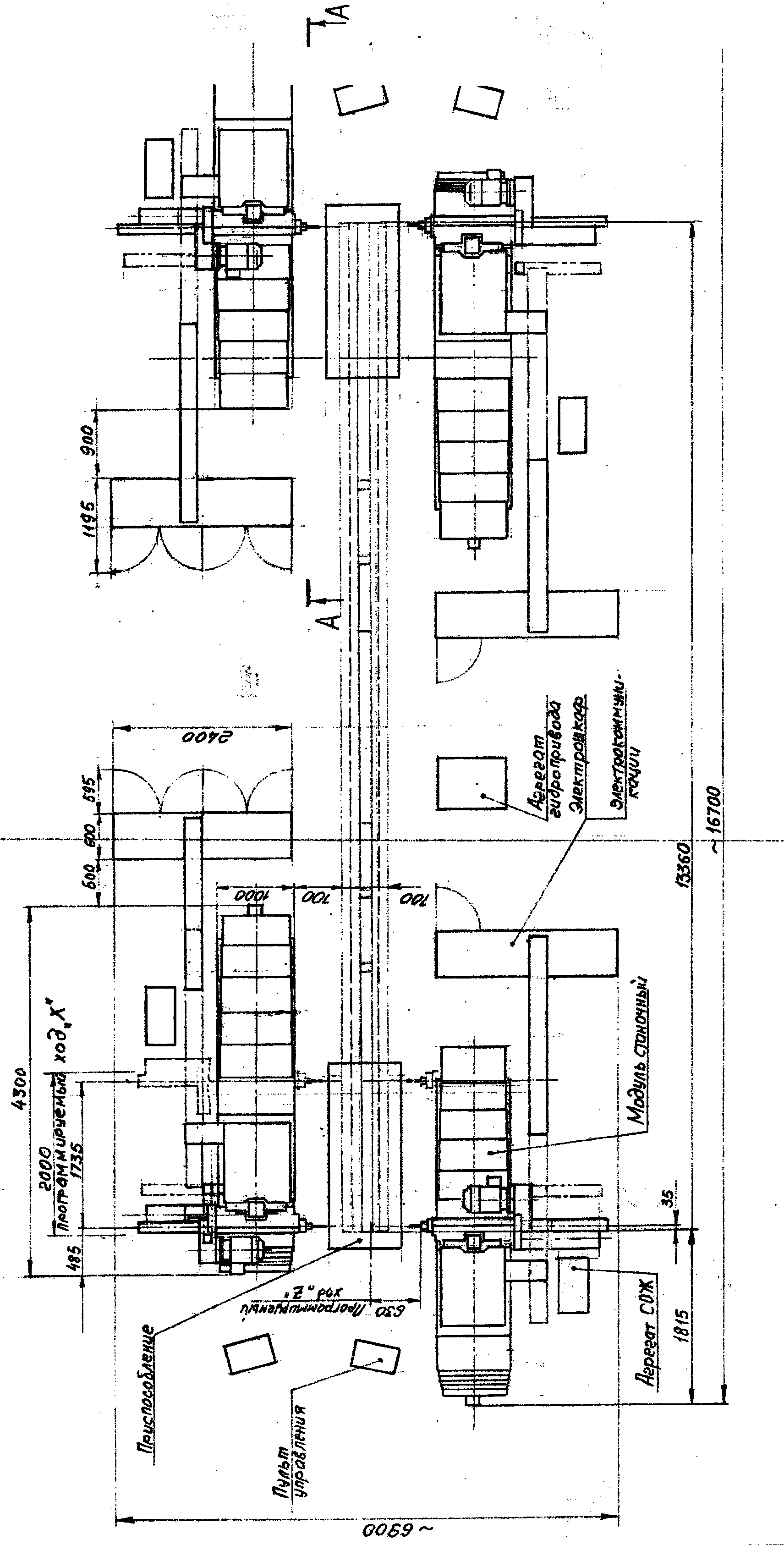
| 9.1. | Габаритні розміри верстата (разом з окремо розташованими агрегатами та електроустаткуванням), мм, не більше (попередньо): 1) довжина 2) ширина 3) висота |
16700 6900 3000 |
| 9.2. | Маса верстата, кг, не більше: | 35000 |
| 10. | Клас точності верстата за ГОСТ 8-82 | H |
ОПИС КОНСТРУКЦІЇ ВЕРСТАТУ І ЙОГО СКЛАДОВИХ ЧАСТИН
Верстатний комплекс спеціальний горизонтальний чотиристоронній чотиришпиндельний координатно-свердлильний з одномісним механізованим пристосуванням з числовим програмним управлінням та автоматичною зміною інструменту моделі ОСК.4138МФ4 знову розробляється з використанням вузлів верстатів з ЧПУ, що серійно випускаються.
Верстатний комплекс складається з чотирьох верстатних модулів, механізованого затискного пристосування, чотирьох поворотних пультів керування, чотирьох електрошаф з пристроєм ЧПУ, цифровими приводами та комутаційною апаратурою, чотирьох автономних агрегатів СОЖ, чотирьох транспортерів стружки.
Верстатні модулі ідентичні за конструкцією і являють собою координатно-свердлильний верстат з горизонтальним шпинделем з ЧПУ і автоматичною зміною інструменту. Переміщення по координаті "X" вздовж поздовжньої осі балки, по осі "Y" - вертикальна вісь і по осі "Z" - переміщення шпинделя здійснюється відповідно переміщенням санок, головки та пінолі від високомоментних приводів через кулько-гвинтові пари. Покупні лінійні (LM) напрямні забезпечують високу жорсткість та точність переміщення та позиціонування.
Агрегати охолодження та електрошафи розташовані окремо від верстатів та з'єднані з ними трубами та коробами.
Випущено модель верстата ОС-8320.
Пристрій для транспортування, базування та закріплення оброблюваної деталі
Пристрій змонтований на жорсткій звареній станині, на верхній площині якої змонтовані базові та затискні елементи.
Завантаження та вивантаження оброблюваної деталі здійснюється за допомогою крана.
Далі відбувається підтискання до торця балки, бічне підтискання балки до вертикальних базових планок і, далі, затискання деталі зверху. Деталь збазована та затиснута, починається цикл обробки.
Після закінчення циклу обробки деталь розтискається та вивантажується за допомогою крана.
Затискання балки здійснюється від пневмоциліндрів через систему важелів. Пневмообладнання пристрою живиться від цехової мережі стисненого повітря.
Пристрій виставляється у горизонтальній площині та жорстко закріплюється на фундаменті. Пристрій на фундаменті виставляється за допомогою клинових опор і кріпиться за допомогою шпильок, закручених у якорі, які заливаються фундаментом.
Верстатні модулі виставляються відносно базових елементів пристрою.
Станина кожного модуля з'єднана з пристроєм спеціальними стяжками.
Станина - санки
Станина верстата є рамною металоконструкцією коробчастої форми, жорстко закріпленою на фундаменті. Станина на фундаменті виставляється за допомогою клинових опор і кріпиться за допомогою шпильок, закручених у якорі, які заливаються фундаментом. Станина кожного модуля з'єднана з пристроєм спеціальними стяжками.
По LM направляючим станини переміщуються санки, на яких встановлені інші верстатні вузли.
Напрямні станини очищаються скребками, встановленими на санках, та закриті телескопічними щитками.
На станині розташовані: привід переміщення санок, лінійний магазин зміни інструменту, блоки кінцевих вимикачів, що обмежують крайні положення санок і забезпечують нульове положення.
Стійка
Стійка являє собою зварену деталь, посилену поперечними та поздовжніми ребрами. У нижній площині є отвори для кріплення стійки до санок, а до верхньої кріпиться вузол (корпус і кронштейн) "Привід переміщення шпиндельної бабки", а також упори, що забезпечують аварійну зупинку каретки. На вертикальній площині встановлюються LM напрямні переміщення каретки по осі "Y". У порожнині стійки переміщається вантаж противаги.
Шпиндельна бабка
Конструкцію шпиндельної бабки спеціалізованого координатно-свердлильного верстата визначають два основні вузли:
- каретка, що переміщається по вертикальним направляючим стійки вздовж координатної осі "У";
- повзун, що переміщається щодо каретки горизонтально (координатна вісь “Z”) і несе на собі коробку швидкостей з головним двигуном, механізм затискання інструменту, шпиндель. На передній площині повзуна встановлений вузол "Станція змащення". Переміщення повзуна здійснюється від кулькової гвинтової пари, що рухається механізмом подачі повзуна. Механізм встановлений на передній площині каретки.
Система управління верстатом та електроустаткування.
Напруга живлення 380В ± 38В, 50Гц ± 1Гц
Тип системи управління: SINUMERIC 828 Basic M із вбудованим програмованим контролером.
Система приводів: Simodrive 611, виробник: Siemens
Двигуни:
- синхронні електродвигуни на всіх осях ЧПУ
- асинхронні електродвигуни на шпинделях
Можливе використання ЧПУ та приводів фірми MITSUBISHI.
Механічний привід: ШВП фірми REXROTH.
Електроустаткування та УЧПУ забезпечують режими роботи:
1) автоматичний – відпрацювання технологічного циклу обробки деталі за керуючою програмою, введеною в ПЧПУ;
2) напівавтоматичний - покадрове відпрацювання технологічного циклу обробки деталі за керуючою програмою, введеною в ПЧПУ;
3) переднабір - відпрацювання технологічного циклу обробки деталі під час введення команд з пульта ПЧПУ;
4) налагоджувальний - керування механізмами верстата зі верстатних пультів при проведенні налаштування та регулювання вузлів верстата.
Обсяг оперативної пам'яті ПЧПУ для керуючих програм споживача – 64 кБайт.
Тип вимірювальної системи – непрямого виміру (датчик електродвигуна).
Приводи обертання шпинделів та приводи подач забезпечують частоту обертання шпинделя, швидкості подач та швидких переміщень відповідно до табл. 1.
Система змащування
Роликові опори каретки, санчат, повзуна та гвинти ШВП змащуються рідким мастилом від відповідних станцій централізованого змащування через систему живильників.
Система подачі СОЖ
Резервуар агрегату охолодження виконаний у вигляді зварного бака, розташованого поряд зі верстатом нижче рівня підлоги. У верстатному комплексі встановлено 4 агрегати СОЖ – по одному на кожен верстатний модуль.
При роботі звичайними свердлами охолодна рідина подається електронасосом через запірний вентиль до наконечника, розташованого на повзуні шпиндельної головки. Положення наконечника по висоті та кут нахилу забезпечується ручкою та гайкою. Підпружинена кулька захищає від мимовільного витікання СОЖ.
Під час роботи свердлами з внутрішнім підведенням СОЖ подається через спеціальний патрон.
Перемикання здійснюється відповідними СВМ.
Відпрацьована рідина, що охолоджує, повертається в резервуар через сітчастий фільтр і трубопроводи.
Ріжучий та допоміжний інструмент
Міцністні та силові характеристики верстата дозволяють працювати як звичайними спіральними свердлами, так і високопродуктивними свердлами з внутрішнім підведенням СОЖ виробництва фірми SANDVIK, «Томський інструмент» та ін.
При застосуванні свердл типу CoroDrill зі змінними ріжучими пластинками хвилинна подача збільшується в 4...5 разів у порівнянні зі спіральними свердлами зі швидкорізальної сталі, що дозволяє забезпечити обробку річної виробничої програми на одному верстаті. Розрахунок продуктивності різними типами свердел наведено у розділі 6.
Для використання свердл типу CoroDrill необхідно застосування патронів типу OHSL 32-180 ф. «Корлоу» з бічним підведенням СОЖ на нерухомій частині патрона.
Опис циклу роботи верстата
У вихідному положенні шпинделі верстатних модулів відведені, затискні елементи пристрою відкриті, електрообладнання і агрегат охолодження включені. Заготовка балки цеховими підйомно-транспортними засобами завантажується на приймальні елементи пристосування. Кнопками на оперативному пульті управління включається опускання заготовки на бази, досилання в поздовжньому та поперечному напрямках та затискання.
Потім оператор на системному пульті включає цикл обробки за заздалегідь введеною програмою. При цьому відбувається одночасна обробка балки із чотирьох сторін чотирма верстатними модулями. Проводиться обробка 148 отворів Ø 23Н14мм (по 37 на кожній стороні). Далі цикл переривається, проводиться зміна інструменту та обробляється 24 штуки отворів Ø 17Н16мм (по 6 на кожній стороні). Глибина свердління кожного отвору закладена в керуючій програмі.
Після закінчення обробки всі робочі органи верстатних модулів відводяться у вихідне положення, оператор натисканням відповідних кнопок розфіксує та віджимає оброблену балку та краном знімає її зі верстата.
Як опція можливе оснащення кожного модуля невеликим інструментальним магазином для автоматичної зміни інструменту.
Запропонована схема обробки підвищує надійність та продуктивність верстата. При необхідності ремонту одного зі верстатних модулів можливе оброблення однією парою протилежних верстатних модулів з переміщенням деталі після обробки однієї сторони на довжину балки.
Орієнтовний розрахунок продуктивності при обробці хребтової балки 4107.02.010СБ.
Свердління наскрізь отв. Ø 23Н14 мм.
So = 0,28 мм/об;
V = 100 м/хв;
$$ n_{св} ={ 1000 \times V \over \pi \times D} ={ 1000 \times 100 \over 3,14 \times 23} = 1385 \; об/хв;$$
$$ S_{м} = { S_{o} \times n_{св} } ={ 0,28 \times 1385 } = 388 \; мм/хв.$$
Свердління наскрізь Ø 17Н14 ммSo = 0,28 мм/об;
V = 100 м/хв;
$$ n_{св} ={ 1000 \times V \over \pi \times D} ={ 1000 \times 100 \over 3,14 \times 17} = 1873 \; об/хв;$$
$$ S_{м} = { S_{o} \times n_{св}} = { 0,28 \times 1873} = 524 \; мм/хв.$$
Розрахунок часу обробки
Машинний час свердління 1 отвору Ø 23Н14 (товщина стінки 14 мм) $$ Tм_{23}={L_{cc}\over S_{м.св}}= { 20 \over 388 }= 0,05 \; хв; $$ Де $$ L_{сс} ={L_{отв}+L_{вр}+L_{пер}}= 14+ 3+ 3= 20 \; мм; $$Машинний час свердління 1 отвору Ø 17Н14 (товщина стінки 14 мм) $$ Tм_{17}={L_{cc} \over S_{м.св}}= {20 \over 525}= 0,04 \; хв; $$ Де $$ L_{сс} ={L_{отв}+L_{вр}+L_{пер}}= 14+ 3+ 3= 20 \; мм; $$
Сумарний машинний час обробки 37 отворів Ø 23Н14
$$ ∑ Tм_{23}={ 0,05\times 37} =1,85 \; хв. $$Сумарний машинний час обробки 6 отворів Ø 17Н14
$$ ∑ Tм_{17} = {0,04 \times 6} = 0,24 \; хв. $$Повний машинний час обробки всіх отворів одним верстатним модулем
$$ ∑ T_{м}={1,85 + 0,24} = 2,09 \; хв. $$Допоміжний час на виведення інструменту з одного отвору – Tв = 0,012 хв
$$ ∑ T_{в} ={ 0,012 \times 43} = 0,51 хв; $$Час координатних переміщень для одного отвору $$ T_{всп1} = 0,04 \; хв; $$
Загальний час координатних переміщень
$$ T_{всп} ={ T_{всп1}\times n} ={ 0,04 \times (37+6)} = 1,7 \; хв;$$Час встановлення та зняття деталі
$$ T_{у}=4 \; хв;$$Час на зміну свердла Ø 23мм на свердло Ø 17мм і назад
$$ T_{с}={0,5 \times 4} = 2,0 \; хв $$Разом штучний час обробки всіх отворів одним верстатним модулем
$$ T_{шт}={∑ T_{м} + ∑ T_{в} + T_{всп} + T_{у} + T_{с} } = { 2,09 + 0,51 + 1,72 + 4 + 2 } = 10,32 \; хв; $$Годинна продуктивність верстата визначається за такою формулою:
$$ Q = { 60 \over T_{шт} \times К_{ти} }= { 60 \over 10,32 \times 0,85 } = 4,9 \; шт/год $$Розраховується продуктивність з урахуванням орієнтовного часу завантаження – вивантаження та уточнюється під час випробування верстата.
|
Свердління наскрізь отв. Ø 23 Н14 мм.
So = 0,25 мм/об;
nсв = 315 об/хв
$$ V ={π\times D \times n \over 1000} = {3,14\times 23\times 315 \over 1000 }= 22,7 \; м/хв; $$ $$ S_{м} ={ S_{o}\times n_{св}} = {0,25 \times 315 }= 79 \; мм/хв; $$ Свердління наскрізь Ø 17Н 14 ммSo = 0,25 мм/об;
nсв = 315 об/хв
$$ V ={π\times D \times n \over 1000} = {3,14\times 17\times 315 \over 1000 }= 16,8 \; м/хв; $$ $$ S_{м} ={ S_{o}\times n_{св}} = {0,25 \times 315 }= 79 \; мм/хв; $$Розрахунок часу обробки
Машинний час свердління 1 отвору Ø 23Н14 (товщина стінки 14 мм) $$ T_{м}={L_{cc}\over S_{м}}= {20\over 79}= 0,25 \; хв; $$ Де$$ L_{сс} ={L_{отв}+L_{вр}+L_{пер}}= 14+ 3+ 3= 20 \; мм; $$Сумарний машинний час обробки 37 отворів Ø 23Н14
$$ ∑ T{м_{23}} = {0,25 \times 37 } = 9,25 \; хв.$$Машинний час свердління 1 отвору Ø 17Н14 (товщина стінки 14 мм)
$$ T_{м} = { L_{cc} \over S_{м.св} } = {20 \over 79 } = 0,25 \; хв; $$ Де $$ L_{сс} = {L_{отв} + L_{вр } + L_{пер } } = 14 + 3 + 3 = 20 \; мм; $$Сумарний машинний час обробки 6 отворів Ø 17Н14
$$ ∑T{м_{17} } = { 0,25 \times 6 } = 1,5 \; хв.$$Повний машинний час обробки всіх отворів одним верстатним модулем
$$∑T_{м} = { 9,25 + 1,5 } = 10,75 \; хв.$$Допоміжний час на виведення інструменту з одного отвору – Tв = 0,012 хв
$$ ∑T_{в} = { 0,012 \times 43 } = 0,51 \; мин $$Час координатних переміщень для одного отвору
$$ T_{всп1} = 0,04 \; хв;$$Загальний час координатних переміщень
$$ T_{всп} = { T_{всп1} \times n } = { 0,04 \times ( 37 + 6 ) } = 1,7 \; хв $$Час встановлення та зняття деталі
$$ T_{у} = 4 \; хв; $$Час на зміну свердла Ø 23мм на свердло Ø 17мм і назад
$$ T_{с} = {0,5 \times 4 } = 2,0 \; хв $$Разом штучний час обробки всіх отворів одним верстатним модулем
$$ T_{м} = {L_{cc} \over S_{м.св} } = {20 \over 79 } = 0,25 \; хв; $$ Де $$ L_{сс} = {L_{отв} + L_{вр} + L_{пер} } = 14 + 3 + 3 = 20 \; мм; $$ $$ T_{шт} = {∑ T_{м} + ∑ T_{в} + T_{всп} + T_{у} + T_{с} } = { 10,75 + 0,51 + 1,72 + 4 + 2 } = 18,98 \; хв; $$ Годинна продуктивність верстата визначається за такою формулою: $$ Q = { 60 \over T_{шт} \times К_{ти} } = { 60 \over 18,98 \times 0,85 } = 2,69 \; шт/год $$Розраховується продуктивність з урахуванням орієнтовного часу завантаження – вивантаження та уточнюється під час випробування верстата.
|
Свердління наскрізь отв. Ø 23 Н14 мм.
So = 0,3 мм/об;
V = 75 мм/об;
$$ n_{св} = { 1000 \times V \over { \pi \times D } } = { 1000 \times 75 \over { 3,14 \times 23 } } = 1038 \; об/хв;$$ $$ S_{м} = { S_{o} \times n_{св} } = { 0,3 \times 1038 } = 311 \; мм/хв.$$Свердління наскрізь Ø 17Н 14 мм
So = 0,3 мм/об;
V = 75 мм/об;
$$ n_{св} = { 1000 \times V \over { \pi \times D } } = { 1000 \times 75 \over { 3,14 \times 17 } } = 1405 \; об/хв;$$ $$ S_{м} = { S_{o} \times n_{св} } = { 0,3 \times 1405 } = 422 \; мм/хв. $$Розрахунок часу обробки
Машинний час свердління 1 отвору Ø 23Н14 (товщина стінки 14 мм) $$ T_{м23} = { L_{cc} \over S_{м.св} } = { 20 \over 311 } = 0,06 \; хв; $$ Де $$ L_{сс} = { L_{отв} + L_{вр} + L_{пер} } = 14 + 3 + 3 = 20 \; мм; $$Машинний час свердління 1 отвору Ø 17Н14 (товщина стінки 14 мм)
$$ T_{м17} = { L_{cc} \over S_{м.св} } = { 20 \over 422 } = 0,05 \;хв; $$ Де $$ L{сс} = { L{отв} + L{вр} + L{пер} } = 14 + 3 + 3 = 20 мм; $$Сумарний машинний час обробки 37 отворів Ø 23 Н14
$$ ∑ T_{м23} = { 0,06 \times 37 } = 2,22 \; хв.$$Сумарний машинний час обробки 6 отворів Ø 17 Н14
$$ ∑ T_{м17} = { 0,06 \times 6 } = 0,3 \; хв.$$Повний машинний час обробки всіх отворів одним верстатним модулем
$$ ∑ T_{м} = { 2,22 + 0,3 } = 2,52 \; хв.$$Допоміжний час на виведення інструменту з одного отвору – Tв = 0,012 хв
$$ ∑T_{в} ={ 0,012 \times 43} = 0,51 \; хв $$Час координатних переміщень для одного отвору
$$ T_{всп1} = 0,04 \; хв;$$Загальний час координатних переміщень
$$ T_{всп} = { T_{всп1} \times n } = { 0,04 \times ( 37 + 6 ) } = 1,7 \; хв $$Час встановлення та зняття деталі
$$ T_{у} = 4 \; хв; $$Час на зміну свердла Ø 23мм на свердло Ø 17мм і назад
$$ T_{с} = { 0,5 \times 4 } = 2,0 \; хв $$Разом штучний час обробки всіх отворів одним верстатним модулем
$$ T_{шт} = { ∑ T_{м} + ∑ T_{в} + T_{всп} + T_{у} + T_{с} } = { 2,52 + 0,51 + 1,72 + 4 + 2 }= 10,75 \; хв; $$Годинна продуктивність верстата визначається за такою формулою: $$ Q = { 60 \over T_{шт} \times К_{ти} } = { 60 \over 10,75 \times 0,85 } = 4,6 \; шт/год $$
Розраховується продуктивність з урахуванням орієнтовного часу завантаження – вивантаження та уточнюється під час випробування верстата.
|
Таким чином, якщо прийняти час обробки свердлами зі швидкорізальної сталі за одиницю, то при обробці твердосплавних свердл із зовнішньою подачею СОЖ продуктивність зростає в 1,6 рази, при обробці твердосплавними свердлами з внутрішнім підведенням СОЖ продуктивність зростає в 1,8 рази.
ТЕРМІН ПОСТАЧАННЯ
Термін постачання верстата 12 місяців з моменту першого платежу.
У зазначений термін входить проектування та узгодження технічної документації на спеціальний верстат – 3 місяці.