|
|
Приватне Акціонерне Товариство
|









|
Свердлильно-фрезерно-розточувальний верстат з рухомим порталом, з вертикальним шпинделем, з числовим програмним управлінням (ЧПУ) та автоматичною зміною інструменту (АЗІ) моделі 2570ПМФ4.
На верстаті можна виконувати такі операції: свердління; розсвердлювання; зенкерування; розгортання; нарізання різьби з різьбонарізним патроном, фрезерування плоске та контурне.
Клас точності верстата - П за ГОСТ 8-82.
Компонування «GANTRY» (рухомий портал) в порівнянні із верстатами з рухомим столом дозволяє обробляти деталі з великими поверхнями при майже вдвічі меншій виробничій площі. На верстаті забезпечується можливість свердління стандартними свердлами Ø 10…63 мм у суцільному матеріалі, розсвердлювання до Ø 80 мм, розточування до Ø 210 мм, а також можливість фрезерування торцевими та циліндричними фрезами та нарізування різьби до М60 х 5,5 мм. Можливе вихрове нарізування різьби. Об'єм стружки при фрезеруванні 600 см3/хв.
Деталі, що обробляються, встановлюються на дзеркалі столу.
Робочий стіл конструктивно виконаний складеним з 2х пар здвоєних плит, з'єднаних у поздовжньому напрямку. Плити виконані чавунними литими. На кожній із складових плит встановлені напрямні, що являють собою систему прямолінійного переміщення (LM-систему).
Рухомий портал переміщається по осі "Х" ("Х1") на LM - напрямних, закріплених на станині. Довжина столу і, відповідно, хід по осі Х можуть бути збільшені кратно 3000мм.
По LM - направляючим (вісь «Y»), закріпленим на фронтальній площині траверси порталу, переміщається каретка з встановленою на ній піноллю.
Вертикальна подача осі «Z» здійснюється переміщенням пінолі в корпусі каретки.
Переміщення робочих органів по осях «Y» та «Z» здійснюються від індивідуальних електродвигунів через кулько-гвинтові пари, по осі «Х» по зубчастій рейці.
На верстаті передбачена автоматична та ручна зміна інструменту. Пристрій автоматичної зміни інструменту барабанного типу з вертикальною віссю інструменту відрізняється простотою та надійністю. Інструмент захоплюється безпосередньо ходом шпинделя без автооператорів та маніпуляторів, що дозволяє зменшити кількість відмов верстата.
Переміщення по всіх осях здійснюється цифровими приводами Simodriv з керуванням системи ЧПУ моделі SINUMERIK 840D фірми SIEMENS, Німеччина.
Привід затискання інструменту – електромеханічний.
Напрямні по осі Х закриті сталевим телескопічним захистом.
На осях Y, Z встановлено датчики непрямого вимірювання, на осі Х датчик прямого вимірювання - оптична лінійка.
До складу верстата входить агрегат СОЖ та транспортер прибирання стружки.
| НАЙМЕНУВАННЯ ПОКАЗНИКА | 2570ПМФ4 |
|---|---|
| 1. ПОКАЗНИКИ ТИПОРОЗМІРУ | |
| 1.1. Розміри робочої поверхні столу, мм, не менше: | |
| 1) довжина | 6000 |
| 2) ширина | 2000/2500 |
| 1.2. Найбільша відстань від торця шпинделя до робочої поверхні столу, мм не менше: | 800/1250 |
| 1.3. Найменша відстань від торця шпинделя до робочої поверхні столу, мм, не менше: | 170 |
| 1.4. Просвіт між стійками, мм | 2185/2700 |
| 1.5. Найбільше навантаження на стіл від заготівлі, кг/м-погонний | 7500 |
| 2. ПОКАЗНИКИ ІНСТРУМЕНТУ. | |
| 2.1. Конус – ISO 50 | |
| 2.2. Магазин інструменту | |
| 2.2.1. Кількість інструментів | 24 |
| 2.2.2. Найбільші розміри інструменту, що встановлюється в магазині, мм | |
| 1) без пропуску гнізд | |
| - діаметр | 140 |
| - довжина | 300 |
| 2) з пропуском одного гнізда | |
| - діаметр | 210 |
| - довжина | 300 |
| 2.2.3. Найбільша маса оправки (блоку) у магазині, кг | 20 |
| 3. ПОКАЗНИКИ РОБОЧИХ І УСТАНОВЛЮВАЛЬНИХ ПЕРЕМІЩЕНЬ | |
| 3.1. Найбільше програмоване переміщення робочих органів по лінійних осях, мм, не менше: | |
| 1) порталу по осі "X" * | Min 4000 і далі з кратністю 3000 |
| 2) каретки по осі "Y" | 2000/3150 |
| 3) пінолі по осі "Z" | 630/800 |
| 3.2. Кількість керованих лінійних осей | 3 |
| 3.3. Кількість одночасно керованих (лінійна інтерполяція) лінійних осей | 3 |
| 3.4. Дискретність завдання лінійних переміщень, мкм, не більше | 1 |
| 4. ПОКАЗНИКИ ОСНОВНИХ І ДОПОМОЖНИХ РУХІВ | |
| 4.1. Межі частот обертання шпинделя, об/хв | 15...3000 |
| 4.2. Межі робочих подач, мм/хв: | |
| 1) порталу по осі "X" * | 5...3000 |
| 2) каретки по осі "Y" | 5...2000 |
| 3) пінолі по осі "Z" | 5...2000 |
| 4.3. Швидкості швидких переміщень, мм/хв, не менше: | |
| 1) порталу по осі "X" * | 10000 |
| 2) каретки по осі "Y" | 10000 |
| 3) пінолі по осі "Z" | 6000 |
| 4.4. Точність чистової обробки отворів | H7 |
| 4.5. Шорсткість чистової обробки отворів | Ra2,5 |
| 5. ПОКАЗНИКИ СИЛОВОЇ ХАРАКТЕРИСТИКИ | |
| 5.1. Max. крутний момент на шпинделі, Нм, не менше | 1060 |
| 5.2. Зусилля подачі, Н, не менше: | |
| 1) порталу по осі "X" | 6000 |
| 2) каретки по осі "Y" | 6000 |
| 3) пінолі по осі "Z" | 20000 |
| 5.3. Потужність приводу головного руху, кВт, не менше | 19 |
| 5.4. Сумарна потужність встановлених електродвигунів, кВт, орієнтовно | 40 |
| 6. ПОКАЗНИКИ ГАБАРИТУ ТА МАСИ | |
| 6.1. Габаритні розміри (з окремо розташованими агрегатами та електроустаткуванням), мм, не більше | |
| 1) довжина | 8150 |
| 2) ширина | 7000 |
| 3) висота | 4300 |
| 6.2. Маса (з окремо розташованими агрегатами та електрообладнанням), кг, орієнтовно | 26000 |
Точність лінійного позиціонування
У дужках – точність позиціонування при встановленні датчиків прямого виміру по осі «Y».
| Найменування осі | Переміщення, мм | Точність, мкм |
|---|---|---|
| Переміщення порталу – вісь «X» | 4000 | ±25 |
| 7000 | ±32,5 | |
| 10000 | ±40 | |
| 13000 | ±40 | |
| Переміщення шпиндельної бабки – вісь «Y» | ||
| 1250 | ±32.5(±20) | |
| 2000 | ±32,5(±20) | |
| 3150 | ±40(±25) | |
| Переміщення пінолі – вісь «Z» | ||
| 630 | ±25 | |
| 800 | ±32,5 |
КОМПЛЕКТНІСТЬ
Стандартна комплектація входить у вартість та включає:
- Агрегат СОЖ;
- Деталі для монтажу на фундаменті;
- інструмент для обслуговування;
- Запасні частини;
- Посібник з експлуатації.
На вимогу замовника за окрему плату може бути поставлено:
- Інструментальний магазин
- Телескопічний захист напрямних столу
- Пристрої - кутові головки, затискні пристрої, додаткові інструментальні магазини та пристрої зміни інструментальних магазинів, захист напрямних;
- Автономний гідроагрегат.
Ціна визначається залежно від комплектації після погодження.
Термін постачання 16 місяців після передоплати. Передплата за узгодженим графіком.
Опції:
Телескопічний захист напрямних Y
Комплект допоміжного інструменту ISO 50,
Патрон для підведення СОЖ всередину свердла

На базі 2560ПМФ4 та 2570ПМФ4 за Вашим «ТЗ» можуть бути спроектовані та виготовлені спеціальні та спеціалізовані верстати.
Так, для Подольского ОАО «Машиностроительный завод « ЗиО – Подольск» в 1996-1997г.г. был спроектирован и изготовлен специализированный сверлильно-фрезерно-расточной двухшпиндельный станок с подвижным порталом с ЧПУ для обработки деталей теплоэнергетического оборудования, в т.ч. для сверления отверстий в трубных досках. Один шпиндель предназначен для обычного сверления, второй – для глубокого сверления в т.ч. свёрлами одностороннего резания. В настоящее время подготавливается контракт на его капитальный ремонт и модернизацию после 16 лет непрерывной работы в три смены. «Танкетки» по всем осям будут заменены на линейные направляющие, установлены новые шпиндельные узлы, новый агрегат СОЖ, современные системы ЧПУ и привода фирмы SIEMENS.Так, для Подільського ВАТ «Машинобудівний завод «ЗіО – Подільськ» у 1996-1997рр. було спроектовано та виготовлено спеціалізований свердлильно-фрезерно-розточувальний двошпиндельний верстат з рухомим порталом з ЧПУ для обробки деталей теплоенергетичного обладнання, в т.ч. для свердління отворів у трубних дошках. Один шпиндель призначений для звичайного свердління, другий для глибокого свердління в т.ч. свердлами одностороннього різання. В даний час готується контракт на його капітальний ремонт та модернізацію після 16 років безперервної роботи у три зміни. "Танкетки" по всіх осях будуть замінені на лінійні напрямні, встановлені нові шпиндельні вузли, новий агрегат СОЖ, сучасні системи ЧПУ та приводb фірми SIEMENS.
Як приклад пропонується розглянути виготовлений у 2004р. для ВАТ «Машинобудівний завод «ЗіО-Подільськ» СПЕЦІАЛІЗОВАНИЙ ВЕРТИКАЛЬНИЙ ТРЬОХШПИНДЕЛЬНИЙ СВЕРДЛИЛЬНО-РОЗТОЧУВАЛЬНИЙ верстат з РУХОМИМ ПОРТАЛОМ З ЧПУ, призначений для комплексної обробки отворів у трубних колекторах та трубних дошках теплообмінного обладнання.
Довжина основного столу – 12000 мм, з приставною станиною – 18000 мм, ширина – 3600 мм.
На верстаті забезпечується можливість свердління стандартними свердлами Ø 10…63 мм у суцільному матеріалі, розсвердлювання – до Ø 120 мм, розточування до Ø 400 мм, а також можливість фрезерування та нарізування різьби.
При обробці трубних колекторів деталь встановлюється у спеціальному пристрої для базування, закріплення та повороту труби колектора, встановленому на дзеркалі столу.
Переналагодження пристрою на різні діаметри труб проводиться знімними елементами, переналагодження на різні довжини труб здійснюється переміщенням задньої бабки пристрою у відповідне положення. Для зменшення деформації труби під дією сил різання передбачений спеціальний люнет (опори, що підводяться), розташований між передньою і задньою бабками. Ділильний механізм встановлюється на нерухомій передній опорі.
При обробці труб колекторів завдовжки до 8 м задня бабка переміщається в межах основної станини завдовжки 12 м. Для обробки труб колекторів довжиною більше 8 м задня бабка переміщається по приставній станині довжиною 6 м, пристикованої до лівої передньої частини основної станини.
Обробка трубних колекторів довжиною до 8 м здійснюється повністю за цикл без переустановки деталі.
Обробка трубних колекторів довжиною понад 8 м здійснюється переустановкою деталі шляхом повороту її на 180° після повної обробки перших 8 м.
Обробка трубних колекторів проводиться жорстко закріпленим шпинделем №1 (при необхідності можлива обробка будь-яким іншим шпинделем).
Пристрій для обробки трубних колекторів не перешкоджає встановленню на дзеркалі столу трубних дощок. Одночасно по довжині станини можуть бути встановлені дві трубні дошки максимальних габаритів.
Обробка трубних дощок проводиться будь-яким набором з трьох шпинделів (три шпинделі одночасно, два будь-яких шпинделя одночасно, один будь-який шпиндель).
Компонування верстата
Робочий стіл конструктивно виконаний складеним з 2х пар здвоєних плит, з'єднаних у поздовжньому напрямку. Плити виконані чавунними литими. На кожній із складових плит встановлені напрямні, що являють собою систему прямолінійного переміщення (LM-систему).
Рухомий портал переміщається по осі "Х" ("Х1") на LМ-напрямних, закріплених на станині. Лінійні (LM) напрямні на всіх осях – фірми ТНК (Японія).
По LМ – напрямним (вісь «Y»), закріпленим на фронтальній площині траверси порталу, переміщається плита із встановленими на ній трьома пінолями.
При цьому корпус пінолі «Z1» жорстко закріплений на плиті, а корпуси пінолей «Z2» та «Z3» можуть установочно переміщатися вздовж осі «Y» з мінімальною міжцентровою відстанню 240 мм і максимальною 480 мм відносно пінолі «Z1» незалежно одна від іншої.
Вертикальна подача по осях Z1, Z2, Z3 здійснюється переміщенням пінолей у своїх корпусах незалежно одна від іншої.
Зміна інструменту в кожному із шпинделів ручна.
Верстат оснащений комплектним електроустаткуванням SIEMENS переміщення по всіх осях здійснюється цифровими приводами SIMODRIYE 611D з керуванням від системи ЧПУ моделі SINUMERIK 840 D.
| НАЙМЕНУВАННЯ ПОКАЗНИКА | ЗНАЧЕННЯ |
|---|---|
| 1. ПОКАЗНИКИ ТИПОРОЗМІРУ | |
| 1.1. Розміри робочої поверхні столу, мм, не менше: | |
| - довжина | 10000 |
| - ширина | 3200 |
| 1.2. Найбільша відстань від торця шпинделя до робочої поверхні столу, мм не менше: | 1240 |
| 2. ПОКАЗНИКИ ОБРОБЛЮВАНИХ ЗАГОТОВОК | |
| 2.1. Колектор. Заготовка-труба | |
| 2.1.1. Найбільша маса оброблюваної деталі, кг, не більше | 7000 |
| 2.1.2. Найбільший діаметр оброблюваної деталі, мм | 630 |
| 2.1.3. Найменший діаметр оброблюваної деталі, мм | 83 |
| 2.1.4. Найбільша довжина оброблюваної деталі, мм | 14000 |
| 2.1.5. Найменша довжина оброблюваної деталі, мм | 1500 |
| 2.1.6. Найбільша товщина стінки, мм | 75 |
| 2.1.7. Найменша товщина стінки, мм | 4,5 |
| 2.2. Трубна дошка. Заготовка-поковка. | |
| 2.2.1. Найбільша маса оброблюваної деталі, кг | 3500 |
| 2.2.2. Найбільший діаметр оброблюваної деталі, мм | 3200 |
| 2.2.3. Найбільша товщина, мм | 200 |
За Вашим "ТЗ" можемо спроектувати та виготовити верстат з іншими технічними характеристиками.

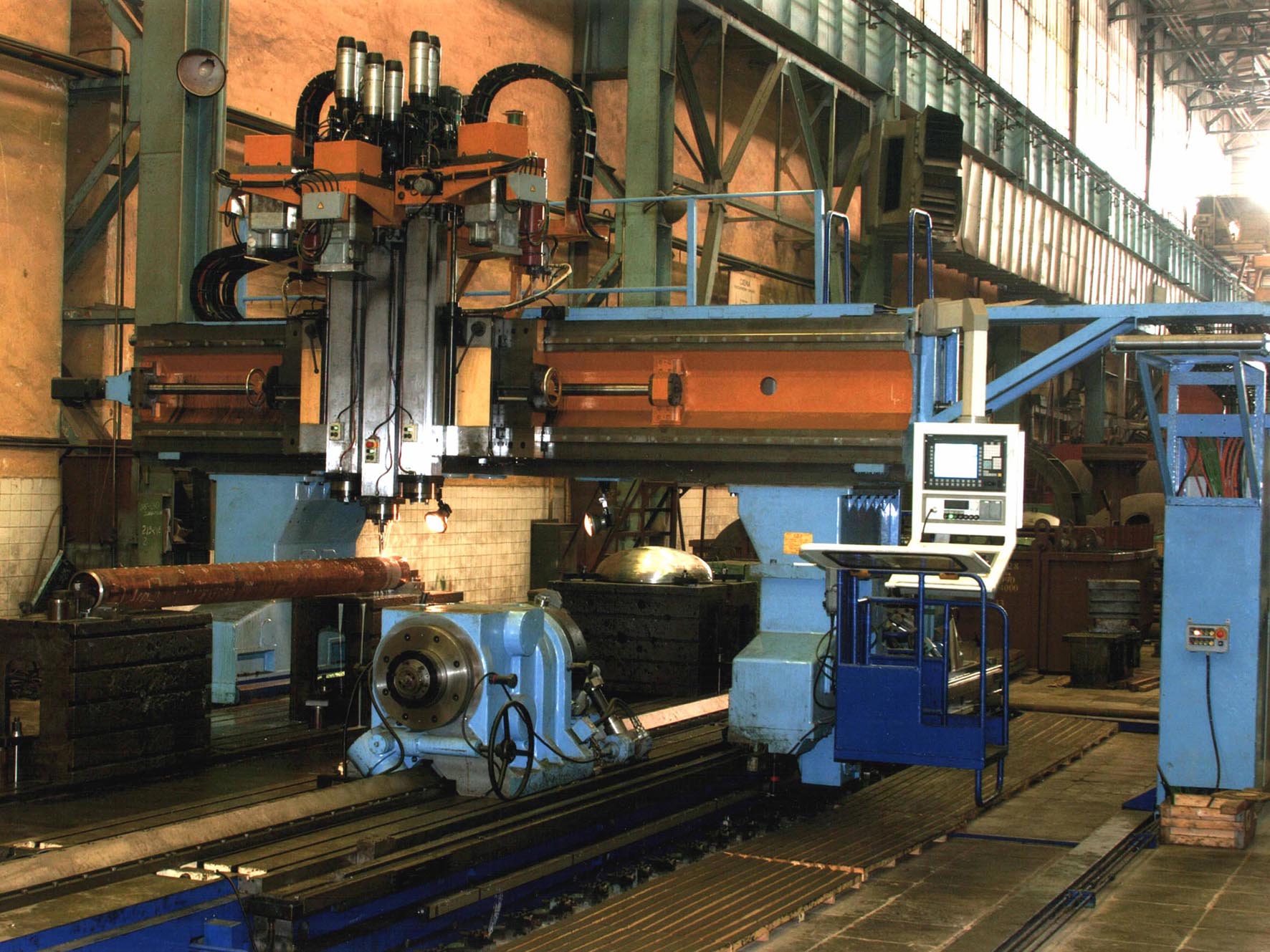
Спеціалізований вертикальний тришпиндельний свердлильно-розточувальний верстат з рухомим порталом з ЧПУ
(Загальний вигляд верстата)
Спеціалізований вертикальний тришпиндельний свердлильно-розточувальний верстат з рухомим порталом з ЧПУ
(Робоча зона верстата)
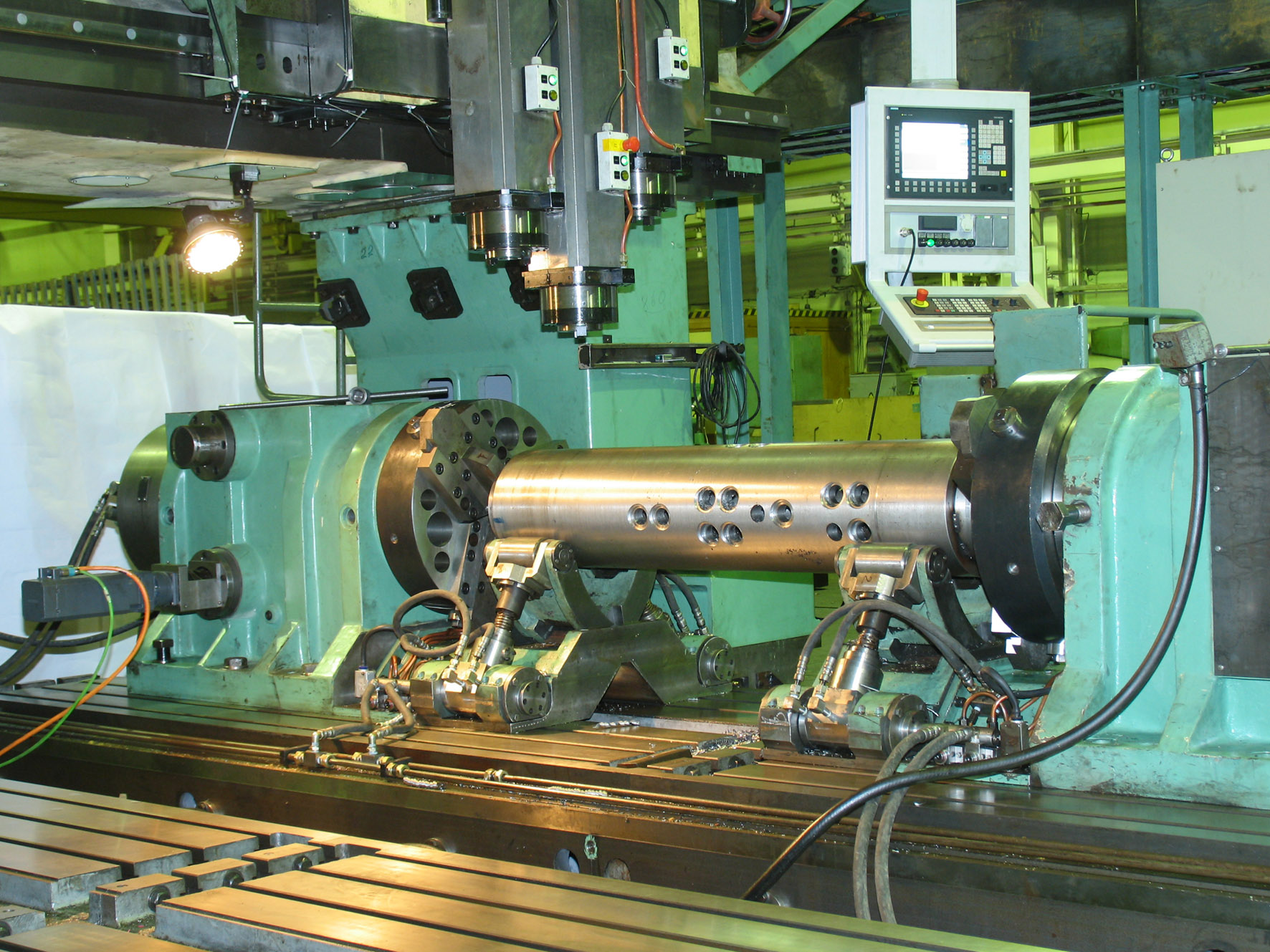
Спеціалізований вертикальний тришпиндельний свердлильно-розточувальний верстат з рухомим порталом з ЧПУ
(Поворотний пристрій для трубного колектора)