|
|
Приватне Акціонерне Товариство
|









|
ВЕРСТАТИ СПЕЦІАЛЬНІ ВЕРТИКАЛЬНІ ОБРОБНО-РОЗТОЧУВАЛЬНІ.
Вертикальні обробно-розточувальні верстати, маючи всі можливості горизонтальних ОРВ, застосовуються переважно для обробки важких великогабаритних деталей, у яких основна базова поверхня перпендикулярна оброблюваним отворам – блоки циліндрів і головки блоків автомобільних і тракторних двигунів, букси залізничних вагонів і локомотивів, тепловозні та суднові гільзи двигунів великого діаметру, великогабаритні зубчасті колеса та шківи. Їх основною перевагою є невеликі розміри в плані, відсутність прогину борштанг і, відповідно, менше навантаження на шпиндельні підшипники, хороше відведення стружки через пристосування та провал у основі в цехові стружковідвідні канали, наявність кабінетного захисту, зручність завантаження-вивантаження деталей, відносно невисока вартість за рахунок широкого використання базових та уніфікованих вузлів.
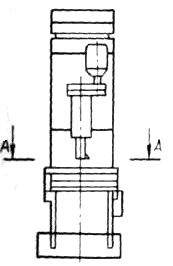
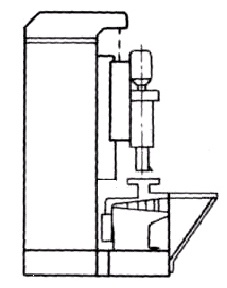
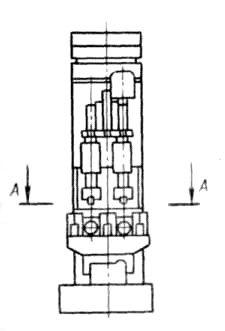
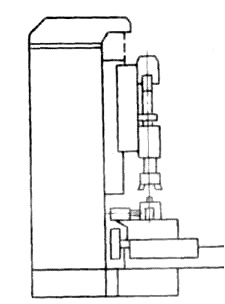
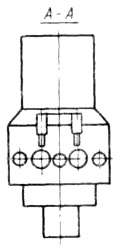
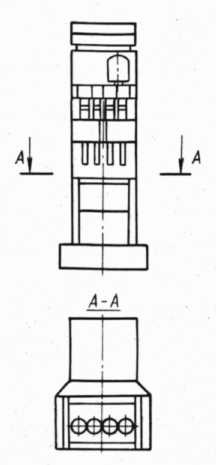
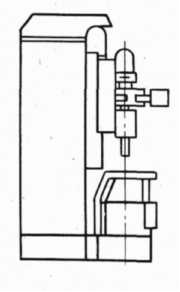
В даний час випускаються базові вертикальні обробно-розточувальні верстати підвищеної або високої точності з рухомими головками мод. 2А776П/В та 2А777П/В (див. мал. 1). Моделі ідентичні за конструкцією і відрізняються шириною і висотою стійки і основи, маючи однакові можливості обробки. Базова модель є набір основних вузлів – основа, стійка, стіл, гідроциліндр подачі, противага, кабінетний захист. При замовленні верстата під конкретні деталі замовника за технічним завданням замовника проектується спеціальний верстат, якому надається оригінальний номер ОС2А776П/В.ХХХХ або ОС2А777П/В.ХХХХ, де ХХХХ – номер спецверстату за порядком реєстрації замовлення, ОС - позначення спеціальних верстатів виробництва ПАТ «ОЗРСВ». Відповідно до технічного завдання у складі спеціального верстата проектується пристосування для базування та затискання оброблюваної деталі (оброблюваних деталей), різальний, допоміжний та вимірювальний інструмент, електро- та гідрообладнання, привід головного руху та інші вузли.
Ступінь автоматизації верстата – напівавтомат з ручним завантаженням, можливе виготовлення верстата – автомата, що окремо стоїть, або вбудовується в автоматичну лінію.
Вид кліматичного виконання УХЛ 4.2 згідно з ГОСТ 15150-69.
На верстатах можливе виконання наступних операцій:
- розточування отворів;
- підрізування торців радіальною подачею;
- підрізування торців осьовою подачею («ножем»);
- розточування та обточування фасонних поверхонь (овал, конус);

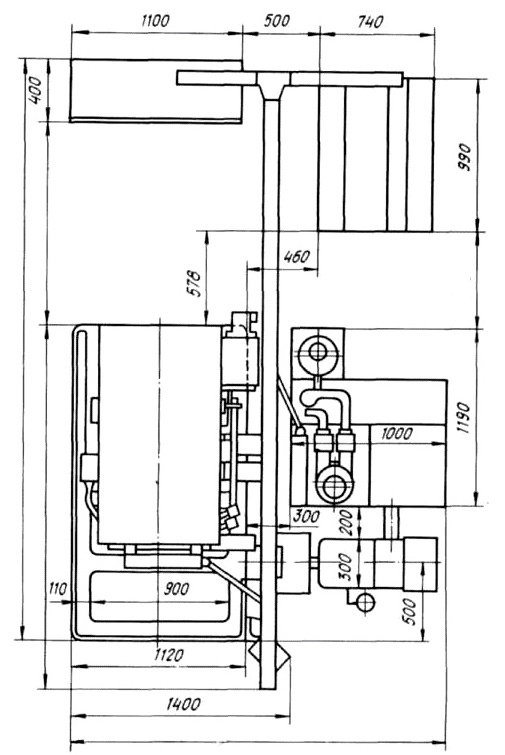
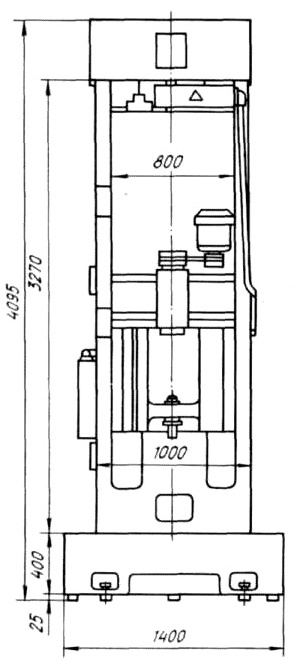
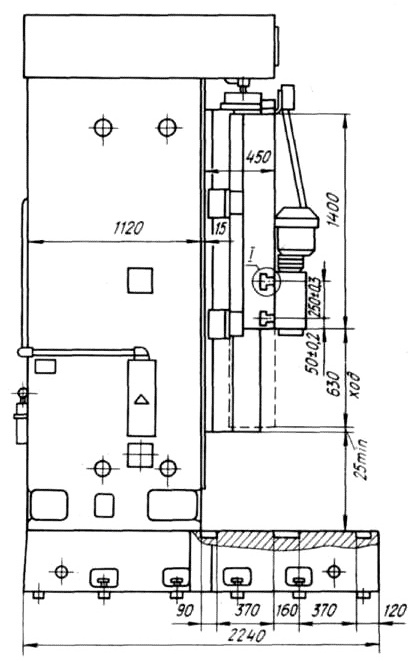
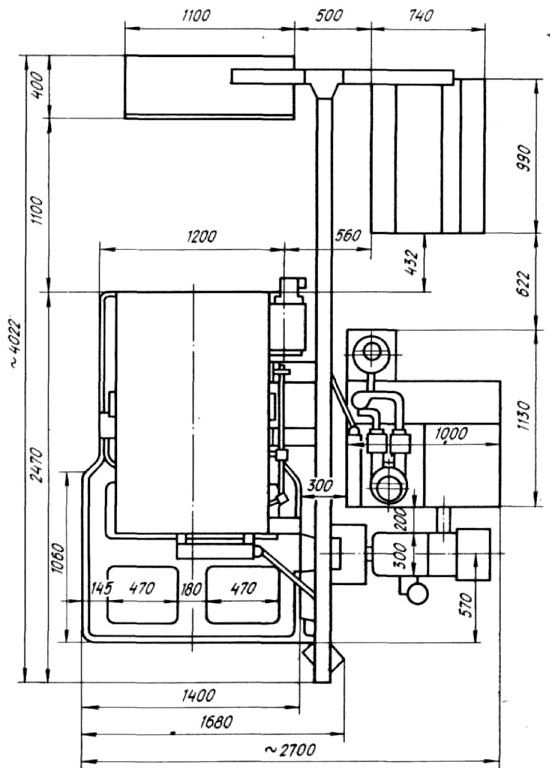
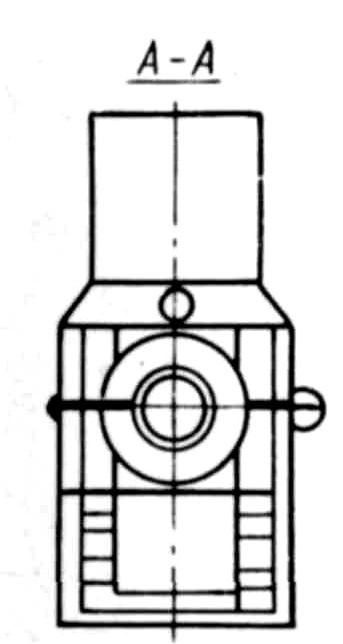
Мал. 1
СКЛАД ВЕРСТАТА І ЙОГО КОНСТРУКТИВНА ПОБУДОВА
Основні вузли верстата на горизонтальній основі.
Гідроагрегат, агрегат охолодження та електрошафа розташовані окремо від верстата та з'єднані з ним трубами та коробами.
На жорсткій чавунній вертикальній стійці встановлений стіл із гідроциліндром подачі. На платформі столу встановлюються обробно-розточувальні головки з приводом головного руху. У пазах спеціальної лінійки на столі встановлені кулачки керування циклом роботи. Гідрофікований затискний пристрій встановлюється на підставі верстата або на підкатному столі.
На верстаті встановлено систему автоматичного централізованого рідкого змащення.
До лицьової бічної стінки основи прикріплений пульт керування.
Позаду напівавтомата розташовується гідропривід верстата, агрегат охолодження та електрошафа.
Пристрій гідрофікований, забезпечує базування деталі та її затискання – віджимання.
Гідрофіковані вузли верстата живляться від автономної гідростанції типу КГ2754, де встановлена вся необхідна гідроапаратура.
Агрегат охолодження із системою очищення СОЖ дозволяє подавати емульсію в зону різання через порожнистий шпиндель або безпосередньо на пристрій. Злив емульсії здійснюється з корита столу в бак СОЖ. При використанні загальноцехової централізованої подачі СОЖ злив здійснюється в канали, що відводять, агрегат СОЖ не потрібен.
Обробка проводиться розточувальними борштангами. Борштанги закріплюються на фланці шпинделя обробно-розточувальних головок. Налаштування різців на розмір проводиться спеціальними вимірювальними пристроями.
Обробно-розточувальні головки встановлюються на дзеркалі платформи столу. Привід головного руху проектується по спецверстату і складається з асинхронного електродвигуна, встановленого на платформі, натяжного ролика і клинових ременів перерізу А. Зазвичай привід забезпечує розрахункове значення обертів шпинделя, при необхідності переналагодження може бути встановлено частотне безступінчасте регулювання обертів.
Подача столу гідравлічна, безступінчаста, регулюється дроселем, встановленим на комплектному гідроприводі. Одночасно можуть бути налаштовані дві робочі подачі.
Оброблювана деталь встановлюється, базується і затискається у пристосуванні, жорстко встановленому на основі верстата. Інструменту надається обертальний та поступальний рух, деталь нерухома. Основними рухами є обертання шпинделів та поздовжня подача силового столу.
Залежно від технології обробки верстат може бути оснащений такими уніфікованими вузлами:
- поперечний стіл із гідроприводом. Встановлюється на дзеркалі основи верстата перпендикулярно до руху подачі. Може бути двох, трьох та чотирипозиційним;
- ділильний стіл з гідроприводом з вертикальною віссю обертання. Встановлюється на дзеркалі основи верстата. Може бути двох або багатопозиційним;
- різцева головка. Забезпечує підрізування торців радіальною подачею за рахунок взаємно-перпендикулярного переміщення круглої та плоскої зубчастих рейок. Встановлюється на фланець шпинделя обробно-розточувальної головки;
- привід підрізування торців. Забезпечує гідравлічну подачу круглої рейки в осьовому напрямку в різцевій головці. Встановлюється на кронштейні на обробно-розточувальній головці з боку шківа;
- гідроупор. Встановлюється замість жорсткого упору столу та забезпечує позиціонування у напрямі подачі;
- механізм малих подач. Встановлюється замість жорсткого упору та забезпечує малу подачу 2...8 мм/хв при підрізанні торців осьовою подачею широким різцем (ножем).
Високі вимоги до оброблених отворів забезпечуються використанням уніфікованих обробно-розточувальних голівок (УАР) високої точності на дуплексованих радіально-упорних підшипниках другого класу точності. Головки збираються та обкатуються за спеціальною методикою на окремій ділянці та забезпечують биття в межах 2…3 мкм.
| № з/п | Параметри | Модель | |
|---|---|---|---|
| 2А776П 2А776В |
2А777П 2А777B |
||
| 1. | Ширина дзеркала основи, мм | 750 | 900 |
| 2. | Довжина дзеркала основи, мм | 900 | 1120 |
| 3. | Ширина дзеркала платформи, мм | 630 | 800 |
| 4. | Довжина дзеркала платформи, мм | 1250 | 1400 |
| 5. | Найбільший хід платформи, мм | 400 | 630 |
| 6. | Найбільший виліт шпинделя від дзеркала платформи, мм | 300 | |
| 7. | Діаметр отворів, що розточуються, мм | 8...350 | |
| 8. | Робочі подачі платформи, мм/хв | 6...500 | |
| 9. | Кількість подач, що одночасно настроюються | 2 | |
| 10. | Регулювання робочих подач | безступінчасте | |
| 11. | Швидкість швидкого ходу платформи, м/хв | 7 | |
| 12. | Кількість головок, що поміщаються на платформі стола при діаметрі фланця шпинделя головки, мм 120 140 170 200 |
4 3 3 2 |
5 4 3 3 |
| 13. | Габаритні розміри верстата (разом з окремо розташованими агрегатами та електроустаткуванням), мм, не більше довжина ширина висота |
4022 2700 3845 |
4022 2700 4095 |
| 14. | Габаритні розміри верстата (без окремо розташованих агрегатів та електроустаткування), мм, не більше довжина ширина висота |
2000 1102 3845 |
2240 1400 4095 |
| 15. | Маса верстата (разом з окремо розташованими агрегатами та електрообладнанням), кг, не більше | 11000 | 15000 |
| 16. | Маса верстата (без окремо розташованих агрегатів та електроустаткування), кг, не більше | 9000 | 13000 |
| 17. | Гідрообладнання | ||
| 18. | Станція гідроприводу | КГ2754-00М | |
| 19. | Місткість бака, дм3 | 360 | |
| 20. | Насос основної насосної установки | ||
| 21. | Продуктивність, дм3/с (л/хв) | 1,16/02 (70/12) | |
| 22. | Робочий тиск, Мпа (кгс/см2) | 6,0 (60) | |
| 23. | Насос допоміжної насосної установки | ||
| 24. | Продуктивність, дм3/с (л/хв) | ||
| 25. | Робочий тиск, Мпа (кгс/см2) | 2…4 (20…40) | |
| 26. | Марка масла, що заливається | ВНИНП-403 ГОСТ 16728-80 або ИГП-18 (ИГП-30) ТУ38-101413-78 | |
| 27. | Найбільша допустима робоча температура масла в гідробаку, С° | +50° | |
| 28. | Габарити, мм, не більше | 1260х750х1870 | |
| 29. | Маса (без масла), кг | 770 | |
| 30. | Число незалежно настроюваних робочих подач | 2 | |
| 31. | Система змащення | ||
| 32. | Місткість бачка мастила, дм3 | 2,5 | |
| 33. | Марка мастила для змащення | ИНСп-110 | |
| 34. | Продуктивність насосу змащення, дм3/с | 0,008 | |
| 35. | Робочий тиск в системі змащення, МПа | 2,5 | |
| 36. | Агрегат охолодження | ||
| 37. | Номінальна місткість бака, дм3 | 360 | |
| 38. | Продуктивність, дм3/с, не менше | 1,66 | |
| 39. | Робочий тиск, МПа | 0,06/0,04 | |
| 40. | Електроустаткування | ||
| 41. | Мережа живлення типу 3N ~ 50Гц 380 В, що забезпечує якість електричної енергії з глухозаземленою нейтраллю за ГОСТ 13109 | ||
| 42. | Ланцюг управління та ланцюг живлення пристрою контролю змащення: Рід струму Частота струму, Гц Напруга, В |
змінний 50 ± 1 110 |
|
| 43. | Ланцюг сигналізації: 1) Рід струму 2) Напруга, В |
постійний 24 |
|
| 44. | Значення номінального споживаного струму, А Верстат зберігає працездатність при коливаннях напруги мережі живлення ±10% від номінального значення і при зміні частоти в межах ±2%. Для підключення верстата до мережі електроживлення цеху використовується чотирипровідний ланцюг (три фази та робоча нейтраль). Конкретне значення номінального споживаного струму зазначається у документації спецстанка. |
20...60 | |
| 45. | Управління напівавтоматичним циклом | Програмований контролер | |
| 46. | Сумарна потужність електродвигунів, кВт | 10...28 | |
| 47. | Потужність кожного приводу обробно-розточувальних головок, кВт. | 1,0...7,5 | |
| 48. | Габаритні розміри електрошафи, мм довжина ширина висота |
900 400 2,065 |
|
| 49. | Маса електрошафи, кг, не більше | 390 | |
|
|
|
|
|
|
Приклади випущених верстатів, налагоджених для обробки типових деталей.
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2776В.
Призначений для розточування центральних циліндричних гладких або ступінчастих отворів та підрізання торців у ступицях коліс та котків.
Точність обробки — по 7-му квалітету.
Кількість місць пристосування, що рекомендується, — 1.
Випущено модель верстата ОС-6684.
Розміри оброблюваної деталі |
|
| Найбільший діаметр колеса D, мм | 700 |
| Маса, кг | 150...250 |
| Матеріал | сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 40 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VIII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII-IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
| Шорсткість оброблених поверхонь Ra, мкм | 2,5 |
| Компонувальна схема верстата | ||
|
|
Схема базування та обробки деталі 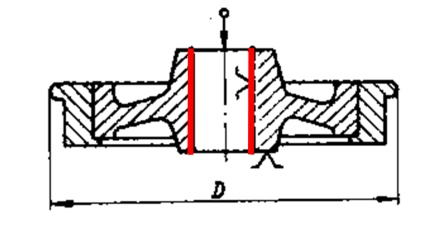
Бази: Попередньо оброблені отвір на вивідному фіксаторі з упором у торець маточини. |
|
||
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII ступеню точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
| Шорсткість оброблених торців Ra, мкм | 2,5 |
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2777В
Призначений для розточування отворів та підрізування торців у буксах.
Точність обробки — по 7-му квалітету.
Кількість місць пристосування, що рекомендується, — 2.
Випущені моделі верстатів ОС-5085, ОС-8059 та інші.
| Компонувальна схема верстата | ||
|
|
Схема базування та обробки деталі 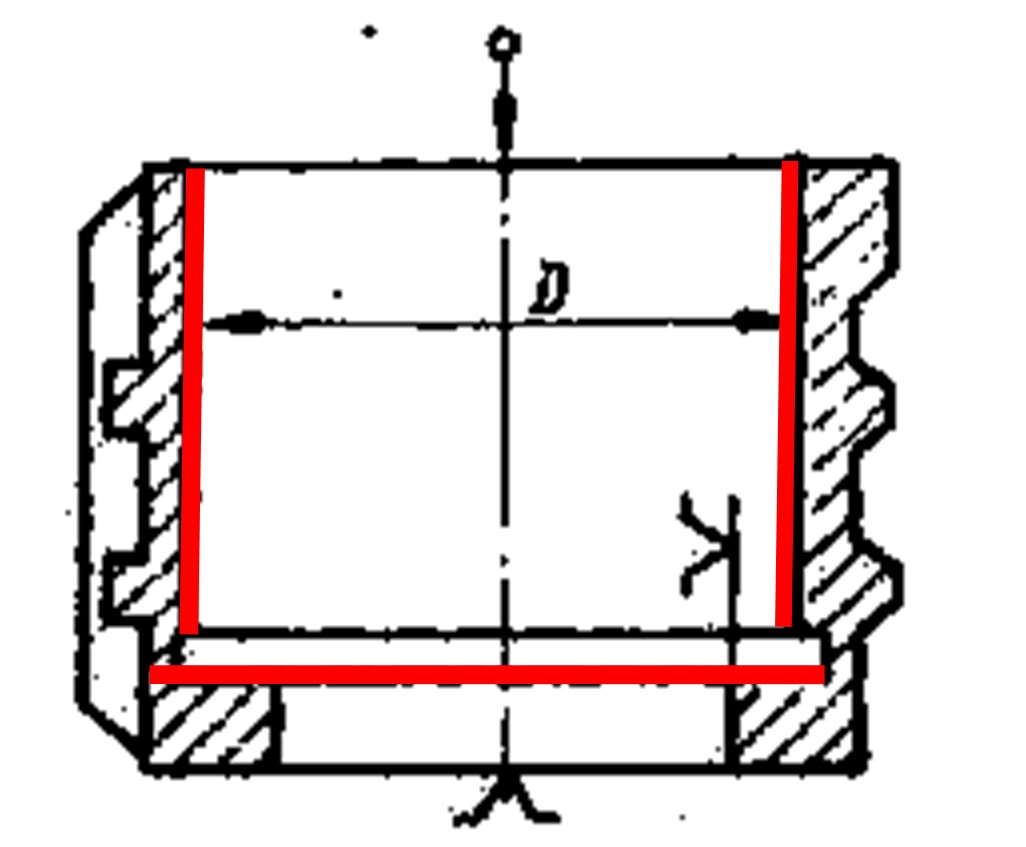
Бази: Нижній торець - основна, центрування по нижньому отвору |
|
||
Розміри та матеріал оброблюваної деталі |
|
| Діаметр отвору, що розточується D, мм | 230...300 |
| Найменша товщина стінки в місці затискання, мм | 30 |
| Матеріал | сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VIII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII ступеню точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
| Шорсткість оброблених поверхонь Ra, мкм | 2,5 |
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2777В
Призначений для розточування центральних отворів та підрізування торця у гільзі.
За потреби комплектується підналагоджувачем чистових різців.
Точність обробки — по 7-му квалітету.
Кількість місць пристосування, що рекомендується, — 4.
Випущені моделі верстатів ОС-06T та інші.
| Компонувальна схема верстата | ||
|
|
Схема базування та обробки деталі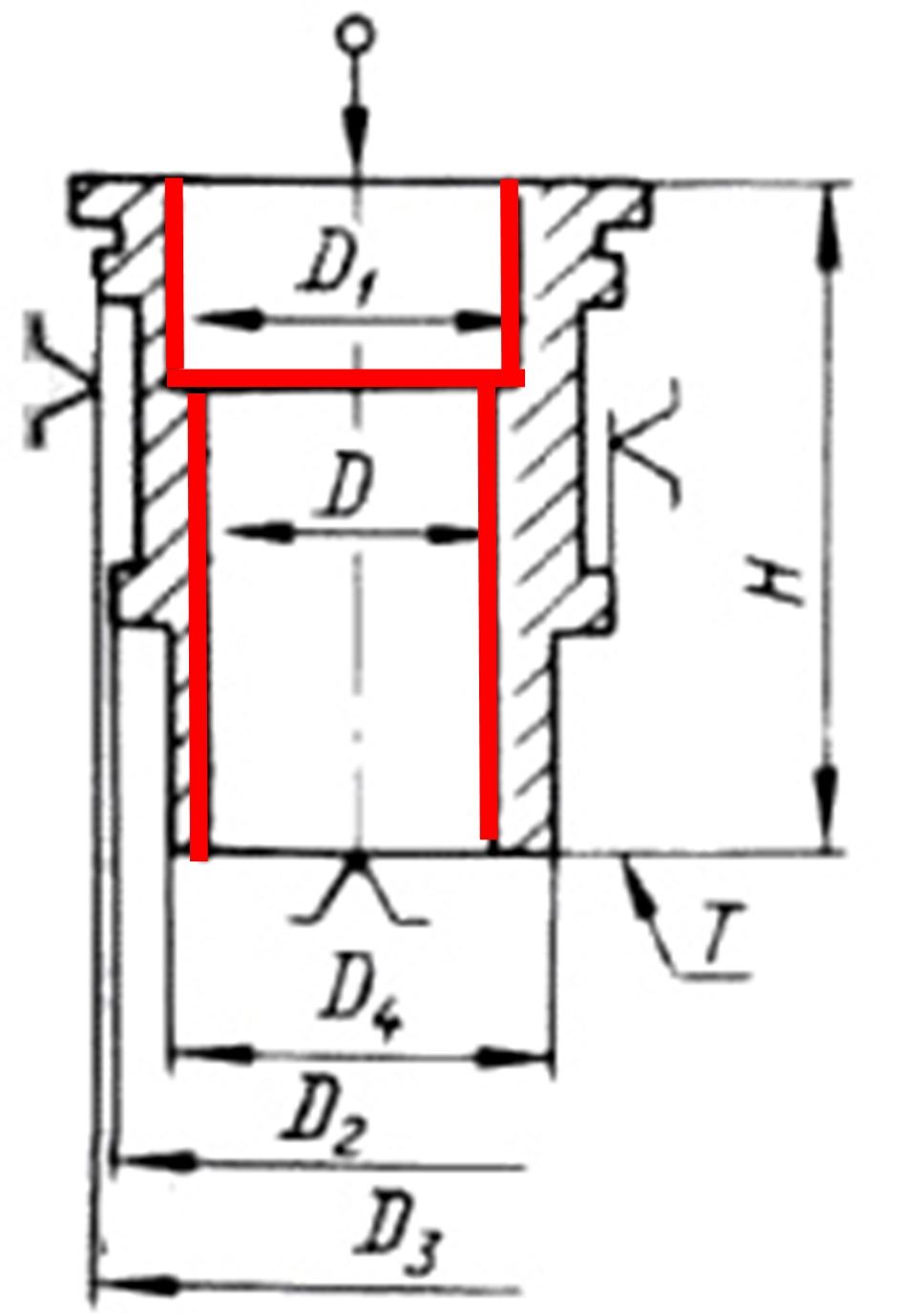
Бази: 1. Торець Т - основна, центрування на поверхні D2 або D4, або; 2. Циліндричні поверхні з діаметрами D3 і D2 або D3 і D4 - основна, з самовстановлюючим упором в торець Т. |
|
||
Розміри та матеріал оброблюваної деталі |
|
| Номінальний діаметр гільзи, мм: при базуванні за двома поясками D3 та D2 по торцю та пояску D2 |
70...140 70...120 |
| Найбільша висота гільзи Н, мм | 210 |
| Матеріал | чавун, сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VII-IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
| Шорсткість оброблених торців Ra, мкм | 2,5 |
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2777В
Призначений для розточування центральних отворів у гільзі.
Точність обробки — по 7-му квалітету.
Кількість місць пристосування, що рекомендується, — 2.
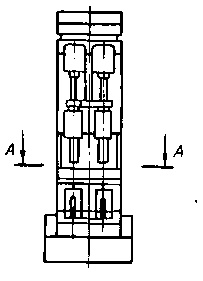
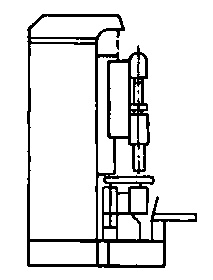
| Компонувальна схема верстата | ||
|
|
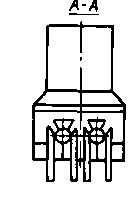
Схема базування та обробки деталі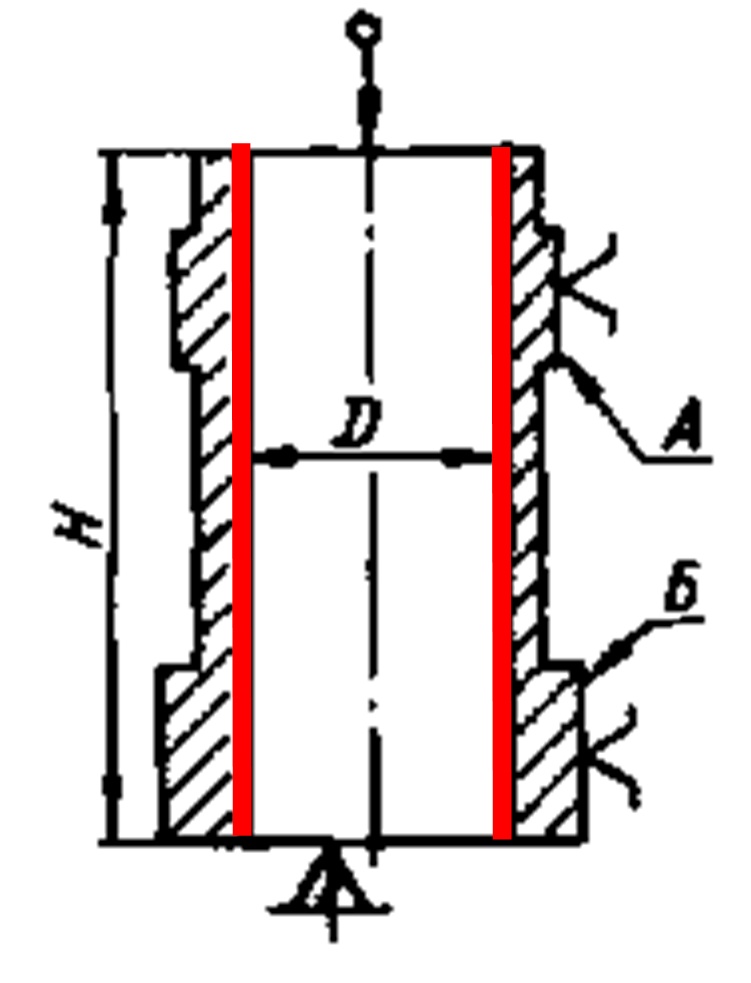
Бази: Зовнішні циліндричні поверхні А та Б – основна база. Затискання - по торцях опорами, що самовстановлюються. |
|
||
Розміри та матеріал оброблюваної деталі |
|
| Номінальний діаметр гільзи D, мм: | 120...200 |
| Найбільша висота гільзи Н, мм | 400 |
| Матеріал | чавун, сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII-IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2777В
Призначений для розточування центральних отворів у гільзі.
Точність обробки — по 7-му квалітету.
Кількість місць пристосування, що рекомендується, — 1.
Випущено модель верстата ОС-8033.
| Компонувальна схема верстата | ||
|
|
Схема базування та обробки деталі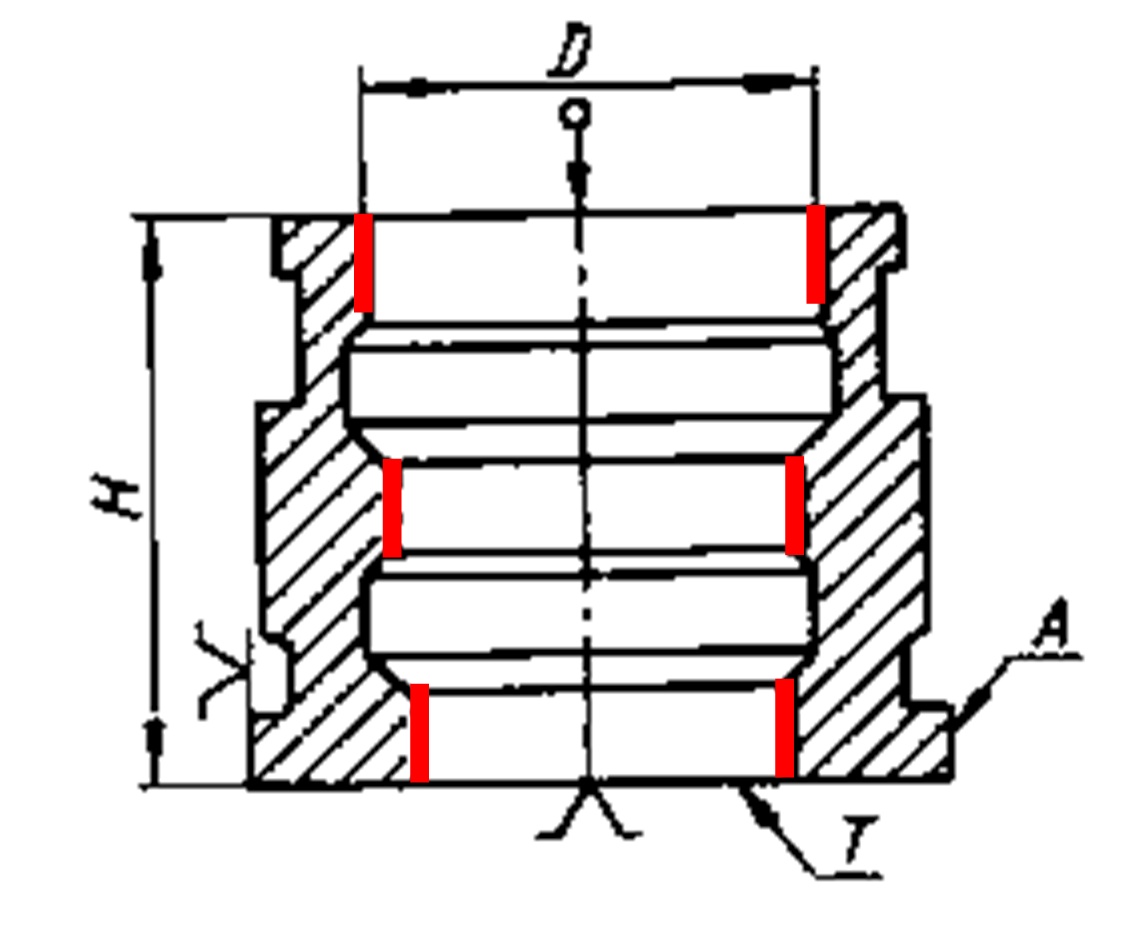
Бази: Т –основна база; центрування - по нижньому зовнішньому циліндричному пояску А. |
|
||
Розміри та матеріал оброблюваної деталі |
|
| Діаметр отвору, що розточується D, мм | 160...280 |
| Найбільша висота гільзи Н, мм | 780 |
| Матеріал | чавун, сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII-IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
Верстат спеціальний вертикальний обробно-розточувальний на базі моделі 2777В
Призначений для розточування отворів Б під гільзу і підрізання торця Т під буртик гільзи блоку циліндрів.
Точність обробки — по 7-му квалітету.
Матеріал оброблюваної деталі – чавун.
Кількість місць пристосування, що рекомендується, — 1.
Випущено модель верстата ОС-4190.
| Компонувальна схема верстата | ||
|
|
Схема базування та обробки деталі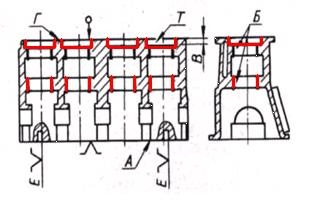
Бази: Площина А – основна; фіксування по двох отворах Е. |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на прохід на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуски форми та взаємного розташування оброблених циліндричних поверхонь | за ГОСТ 24643-81 для VII ступеню точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь | за ГОСТ 24643-81 для VIII-IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Rа. мкм | 2,5 |
| Шорсткість оброблених торців Ra, мкм | 2,5 |