|
|
Приватне Акціонерне Товариство
|









|
ВЕРСТАТИ ОБРОБНО-РОЗТОЧУВАЛЬНІ
(застаріле АЛМАЗНО-РОЗТОЧУВАЛЬНІ)
Обробно-розточувальні верстати (ОРВ), що працюють на основі методу тонкого розточування, що характеризується високими швидкостями різання та малими подачами та припусками, широко застосовуються в сільгоспмашинобудуванні, автомобіле-, тракторо- та двигунобудуванні, енергетичній, хімічній та оборонній промисловості для великосерійного та масового виробництва.
Обробне розточування (обточування) дозволяє замінити шліфування (там, де не допустиме шаржування поверхні), забезпечити високу точність розмірів і форми поверхонь, що обробляються, при цьому забезпечується їх точне розташування між собою і щодо базових поверхонь оброблюваної деталі.
На верстатах можливе виконання наступних операцій:
- розточування отворів;
- підрізування торців радіальною подачею;
- підрізування торців осьовою подачею («ножем»);
- обточування зовнішніх поверхонь;
- розточування та обточування фасонних поверхонь (овал, конус);
- тонке фрезерування;
- обробка парних конічних поверхонь (корпус та пробка крана).
Обробка проводиться на швидкостях різання 100 ... 200 м/хв для різців з твердого сплаву і 300 ... 600 м/хв для різців з надтвердих матеріалів з подачею 0,05 ... 0,2 мм/об при глибині різання 0,1 ... 0,5 мм на бік.
Верстати являють собою напівавтомати, в яких завантаження-вивантаження заготовок, що обробляються, проводиться вручну, а цикл обробки автоматичний. Завдяки цьому верстати обслуговуються малокваліфікованим персоналом другого-третього розрядів, тому собівартість обробки невисока та термін окупності капітальних вкладень становить 2…3 роки. Один оператор зазвичай обслуговує кілька верстатів.
Термін служби до капітального ремонту становить 11 років, а реально верстати працюють по 25...30 років.
ВАТ «ОЗРСВ» з 1950 року випускає обробно-розточувальні верстати різних компоновок – горизонтальні, вертикальні та комбіновані. У свою чергу горизонтальні ОРВ виготовляються з рухомими головками (агрегатні) та з рухомим столом.
Найбільш масовими є ОРВ із рухомим столом. Їхньою основною перевагою є малі габарити, наявність кабінетного захисту, зручність завантаження-вивантаження деталей, невисока вартість за рахунок широкого використання базових та уніфікованих вузлів. За останніх 50 років випущено близько 20 тисяч таких верстатів. Раніше випускалися моделі 2706П/В, 2711П/В, 2712П/В, 2713П/В, 2714П/В, 2554П/В. В даний час випускається модернізована модель 2А554П/В.
У верстатах з рухомим столом оброблювана деталь встановлюється у пристосуванні на рухомому столі верстата, а шпиндельні головки з ріжучим інструментом нерухомі та жорстко закріплені на мостах. Основні рухи – обертання інструменту та подача деталі. У зв'язку з тим, що оброблювана деталь з пристосуванням навантажує напрямні ковзання рухомого столу, їхня сумарна вага не повинна перевищувати 1000кг.
Для обробки великогабаритних важких деталей використовуються ОРВ із рухомими головками. У верстатах з рухомими головками деталь, що обробляється, встановлюється в пристосуванні на нерухомій станині верстата, а шпиндельні головки з різальним інструментом встановлені на рухомому столі. Основні рухи - обертання і подача інструменту, деталь, що обробляється, нерухома.
У свою чергу верстати з рухомими головками можуть бути горизонтальними, вертикальними та комбінованими – горизонтально-вертикальними та похилими (наприклад для розточування блоків циліндрів V-подібних двигунів).
За співвідношенням ціна/точність/площа слід по можливості вибирати ОРВ з рухомим столом. Потім у порядку спадання - горизонтальний ОРВ з рухомими головками вертикальний ОРВ з рухомими головками похилий ОРВ з рухомими головками.
Горизонтальні ОРВ з рухомими головками в залежності від кількості сторін обробки можуть бути одно-, дво-, три-і чотиристоронніми. У цьому їхня перевага при багатосторонній обробці без переустановки деталі.
ВЕРСТАТИ СПЕЦІАЛЬНІ ОБРОБНО-РОЗТОЧУВАЛЬНІ ГОРИЗОНТАЛЬНІ З РУХОМИМ СТОЛОМ мод.2А754В (П).
Горизонтальні обробно-розточувальні верстати з рухомим столом завдяки високій точності обробки, простоті конструкції, невеликим габаритам та зручності в обслуговуванні найбільш поширені в механообробці та становлять 75…80% всього верстатного парку ОРВ. Конструкція з нерухомими обробно-розточувальними головками, жорстко закріпленими на мостах, і оброблюваною деталлю, що переміщається зворотно-поступально в напрямку подачі, забезпечує найбільшу точність взаємного розташування оброблюваних і базових поверхонь.
Їхньою основною перевагою є малі габарити, наявність повністю герметичного кабінетного захисту, зручність завантаження-вивантаження деталей, можливість одночасної обробки деталей кількох найменувань одночасно або з невеликим переналагодженням, тривалий термін експлуатації до капітального ремонту, невисока вартість за рахунок широкого використання базових та уніфікованих вузлів.
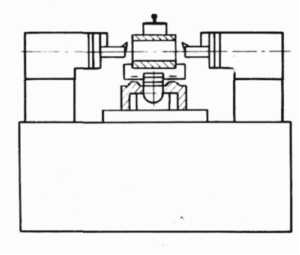
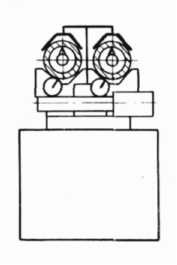
В даний час випускається базовий горизонтальний обробно-розточувальний верстат підвищеної або високої точності з рухомим столом мод.2А754П/В (див. мал. 1). Базова модель являє собою набір основних вузлів - станина, стіл, гідроциліндр подачі, мости, кабінетний захист. При замовленні верстата під конкретні деталі замовника за технічним завданням замовника проектується спеціальний верстат, якому надається оригінальний номер ОС2А754П/В.ХХХХ, де ХХХХ – номер спецверстата за порядком реєстрації замовлення, ОС-позначення спеціальних верстатів виробництва ВАТ «ОЗРСВ». Відповідно до технічного завдання у складі спеціального верстата проектується пристосування для базування та затиску оброблюваної деталі (оброблюваних деталей), ріжучий, допоміжний та вимірювальний інструмент, електро- та гідроустаткування, привід головного руху та інші вузли.
Ступінь автоматизації верстата - напівавтомат з ручним завантаженням, можливе виготовлення верстата - автомата, що окремо стоїть, або вбудованого в автоматичну лінію.
Вид кліматичного виконання УХЛ 4.2 згідно з ГОСТ 15150-69.
На верстатах можливе виконання наступних операцій:
- розточування отворів;
- підрізування торців радіальною подачею;
- підрізування торців осьовою подачею («ножем»);
- обточування зовнішніх поверхонь;
- розточування та обточування фасонних поверхонь (овал, конус);
- тонке фрезерування;
- обробка парних конічних поверхонь (корпус та пробка крана).
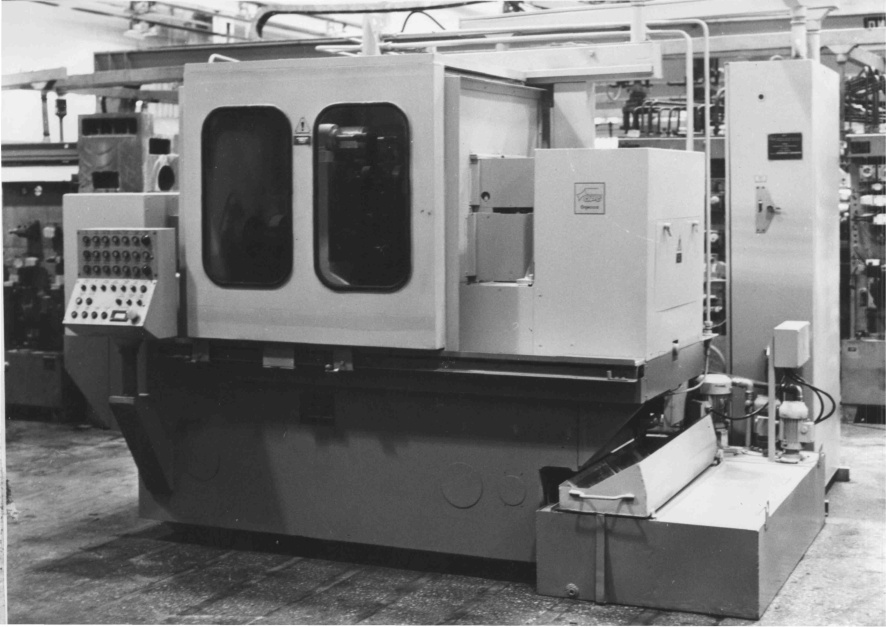
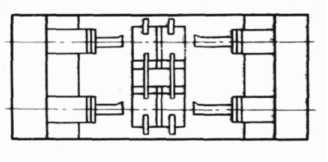
Рис.1 Загальний вигляд базового верстата 2А754П/В
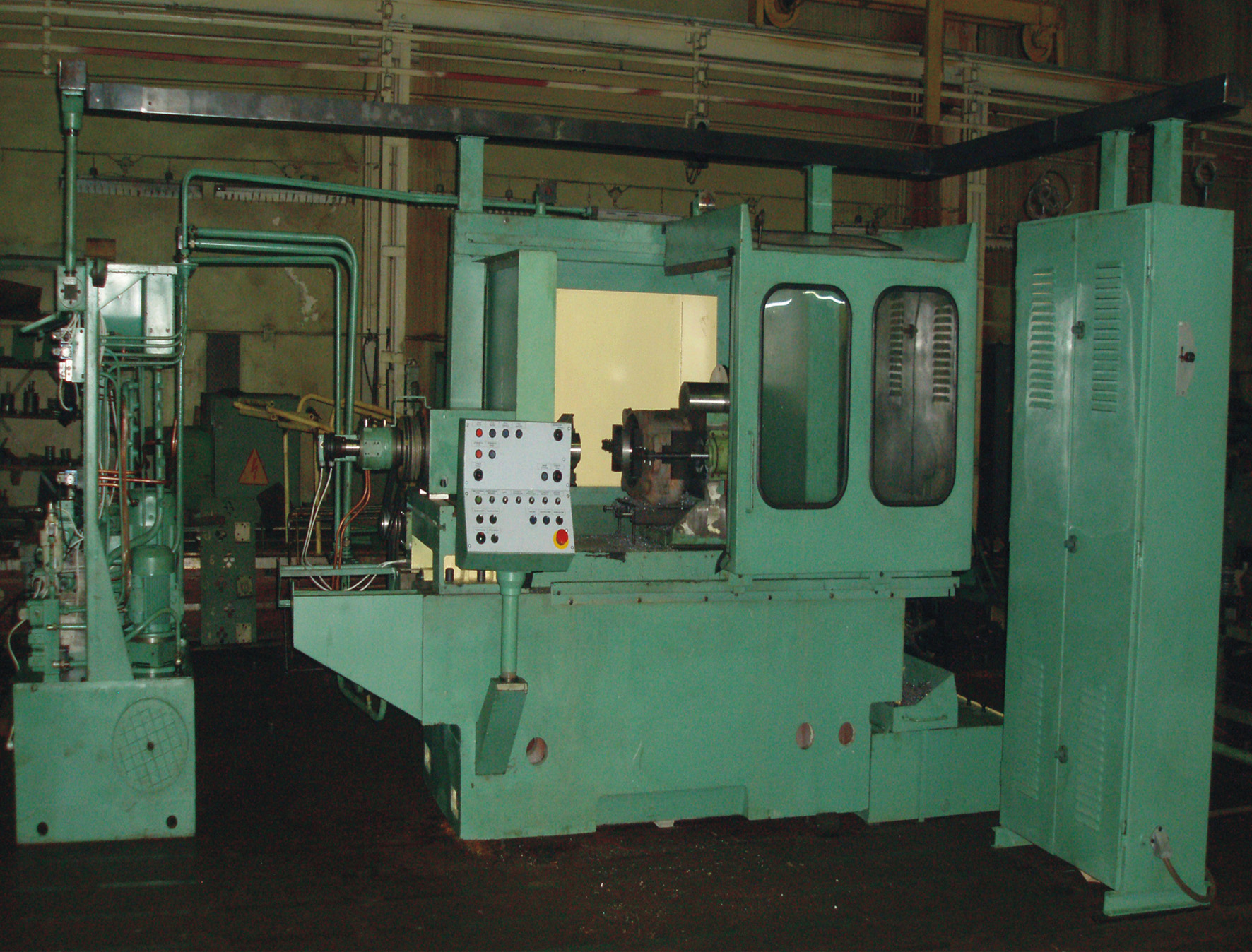
Верстат спеціальний горизонтальний обробно-розточувальні з рухомим столом моделі ОС2А754В.4131
для остаточного оброблення букси залізничного вагона.
СКЛАД ВЕРСТАТА І ЙОГО КОНСТРУКТИВНА ПОБУДОВА
Основні вузли верстата змонтовані на горизонтальній станині.
Гідроагрегат, агрегат охолодження та електрошафа розташовані окремо від верстата та з'єднані з ним трубами та коробами.
На напрямних жорсткої литої чавунної станини, в отворі якої розташований гідроциліндр подачі, встановлений стіл. У пазах спеціальної лінійки на столі встановлені кулачки керування циклом роботи. Гідрофікований затискний пристрій встановлюється на платформі столу.
На верстаті встановлено систему автоматичного централізованого рідкого змащення.
До лицьової бічної стінки станини прикріплений пульт керування.
Зліва від напівавтомата розташовується гідропривід верстата, праворуч агрегат охолодження, а ззаду електрошафа.
Пристосування гідрофіковане, забезпечує базування деталі та її затискання – віджимання.
Гідрофіковані вузли верстата живляться від автономної гідростанції типу КГ2754, на якій встановлено всю необхідну гідроапаратуру.
Агрегат охолодження із системою очищення СОЖ дозволяє подавати емульсію в зону різання через порожнистий шпиндель або безпосередньо на пристосування. Злив емульсії здійснюється з корита столу в бак СОЖ.
Обробка проводиться розточувальними борштангами. Борштанги закріплюються на фланці шпинделя обробно-розточувальних голівок. Налаштування різців на розмір проводиться спеціальними вимірювальними пристроями.
Обробно-розточувальні голівки встановлюються на лівому та правому мостах в залежності від компонування. Привід головного руху проектується за спецстанком і складається з асинхронного електродвигуна, встановленого на задній стінці станини, приводного і натяжного роликів і клинових ременів перерізу А. Зазвичай привід забезпечує розрахункове значення обертів шпинделя, при необхідності переналагодження може бути встановлено частотне безступінчасте регулювання обертів.
Подача столу гідравлічна, безступінчаста, регулюється дроселем, встановленим на комплектному гідроприводі. Одночасно можуть бути налаштовані дві робочі подачі.
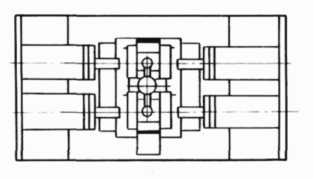
Оброблювана деталь встановлюється, базується і затискається у пристрої, жорстко встановленому на рухомому столі верстата. Інструменту надається обертальний рух, деталі – поступальний. Основними рухами є обертання шпинделів та поздовжня подача силового столу.
Залежно від технології обробки верстат може бути оснащений такими уніфікованими вузлами:
- поперечний стіл із гідроприводом. Встановлюється на дзеркалі стола верстата перпендикулярно до руху подачі. Може бути двох, трьох та чотирипозиційним;
- ділильний стіл з гідроприводом з вертикальною віссю обертання. Встановлюється на дзеркалі стола верстата. Може бути двох або багатопозиційним;
- різцева головка. Забезпечує підрізування торців радіальною подачею за рахунок взаємно-перпендикулярного переміщення круглої та плоскої зубчастих рейок. Встановлюється на фланець шпинделя обробно-розточувальної голівки;
- привід підрізування торців. Забезпечує гідравлічну подачу круглої рейки в осьовому напрямку в різцевій головці. Встановлюється на кронштейні на обробно-розточувальній головці з боку шківа;
- гідроупор. Встановлюється замість жорсткого упору столу та забезпечує позиціонування у напрямку подачі;
- механізм малих подач. Встановлюється замість жорсткого упору та забезпечує малу подачу 2...8 мм/хв при підрізанні торців осьовою подачею широким різцем (ножем).
Високі вимоги до оброблених отворів забезпечуються використанням уніфікованих обробно-розточувальних головок (УАР) високої точності на дуплексованих радіально-упорних підшипниках другого класу точності. Головки збираються та обкатуються за спеціальною методикою на окремій ділянці та забезпечують биття в межах 2…3 мкм.
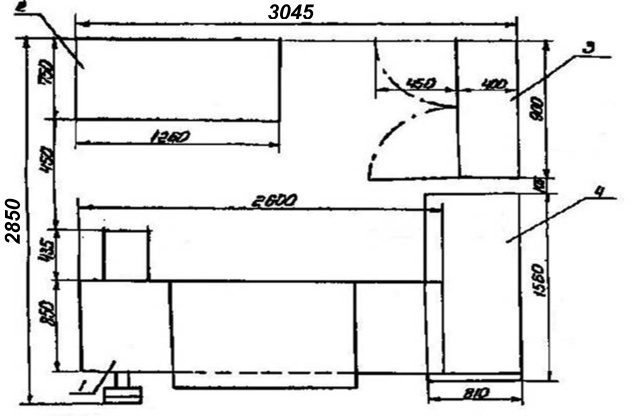
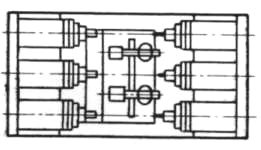
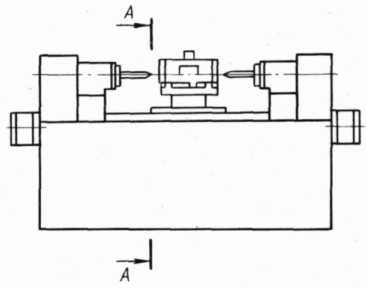
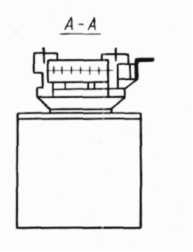
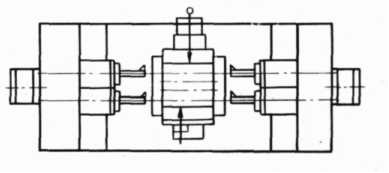
Мал.2 Схема верстата у плані
| № з/п | Найменування параметрів | Дані |
|---|---|---|
| 1 | 2 | 3 |
| 1. | Розміри робочої поверхні столу, мм | |
| Ширина | 500±0,8 | |
| Довжина | 740±24 | |
| Найбільший хід столу, мм | 630 | |
| 2. | Регулювання робочих подач | Безступінчасте |
| 3. | Межі величин робочих подач столу, мм/хв. | 10-800 |
| 4. | Кількість робочих подач, що одночасно настроюються. | 2 |
| 5. | Швидкість швидкого ходу столу, м/хв | 7 |
| 6. | Розміри мосту:Довжина робочої поверхні, мм | 800±1,0 |
| Відстань від краю моста (з боку кріплення інструменту) до середини паза, мм | 50±0,2 | |
| Ширина Т-подібних пазів, мм | 18H12 | |
| Відстань між пазами, мм | 250±0,23 | |
| 7. | Відстань від робочої поверхні стола до верхньої площини моста, мм | 160±2,0 240±2,0 |
| Кількість головок, що розміщуються на одному мосту | ||
| Діаметр фланця шпинделя головки, мм; 110 140 170 200 |
5 4 3 3 |
|
| 8. | Найменша відстань від осі шпинделя до робочої поверхні столу (без компенсаційних планок), мм Діаметр фланця шпинделя головки, мм; 110 140 170 200 |
260 300 |
| 9. | Габаритні розміри напівавтомата (разом з окремо розташованими агрегатами та електроустаткуванням), мм, не більше | |
| довжина | 3360 | |
| ширина | 2850 | |
| висота | 2450 | |
| 10. | Маса напівавтомата (разом з окремо розташованими агрегатами та електрообладнанням), кг, не більше | 5200 |
| Гідрообладнання | ||
| Станція гідроприводу | КГ2754-00М | |
| Місткість бака, дм3 | 360 | |
| Насос основної насосної установки | ||
| Продуктивність, дм3/с (л/хв) | 1,16/02 (70/12) | |
| Робочий тиск, Мпа (кгс/см2) | 6,0 (60) | |
| Насос допоміжної насосної установки | ||
| Продуктивність, дм3/с (л/хв) | 0,08/0,13 (5/8) | |
| Робочий тиск, Мпа (кгс/см2) | 2…4 (20…40) | |
| Марка масла, що заливається | ВНИНП-403 ГОСТ 16728-80 або ИГП-18 (ИГП-30) ТУ38-101413-78 | |
| Найбільша допустима робоча температура масла в гідробаку, С | +50° | |
| Габарити, мм, не більше | 260х750х1870 | |
| Маса (без масла), кг | 770 | |
| Число незалежно настроюваних робочих подач | 2 | |
| 11. | Система змащення | |
| Місткість бачка мастила, дм3 | 2,5 | |
| Марка мастила для змащення | ИНСп-110 | |
| Продуктивність насосу змащення, дм3/с | 0,008 | |
| Робочий тиск в системі змащення, МПа | 2,5 | |
| 12. | Агрегат охолодження | |
| Номінальна місткість бака, дм3 | 360 | |
| Продуктивність, дм3/с, не менше | 1,66 | |
| Робочий тиск, МПа | 0,6 | |
| 13. | Електроустаткування | |
| Мережа живлення типу 3N ~ 50Гц 380 В, що забезпечує якість електричної енергії з глухозаземленою нейтраллю за ГОСТ 13109 | ||
| Ланцюг управління та ланцюг живлення пристрою контролю змащення: Рід струму Частота струму, Гц Напруга, В |
змінний 50±1 110 |
|
| Ланцюг сигналізації: 1) Рід струму 2) Напруга, В |
постійний 24 |
|
| Значення номінального споживаного струму, А Верстат зберігає працездатність при коливаннях напруги мережі живлення ±10% від номінального значення і при зміні частоти в межах ±2%. Для підключення верстата до мережі електроживлення цеху використовується чотирипровідний ланцюг (три фази та робоча нейтраль). Конкретне значення номінального споживаного струму зазначається у документації спецстанка. |
20...60 | |
| Управління напівавтоматичним циклом | Програмований контролер | |
| Сумарна потужність електродвигунів, кВт | 10...28 | |
| Потужність кожного приводу обробно-розточувальних головок, кВт. | 1,0...7,5 | |
| Габаритні розміри електрошафи, мм довжина ширина висота |
900 400 2,065 |
|
| 14. | Маса електрошафи, кг, не більше | 390 |
Приклади випущених верстатів, налагоджених для обробки типових деталей.
Верстат спеціальний обробно-розточувальний на базі моделі 2706В (2754В)
Призначений для обробки отворів цапф, циліндричних поверхонь та торців колодязів шестеренних насосів.
Точність обробки — по 7-му квалітету.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 2.
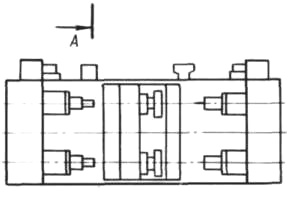
Компонувальна схема верстата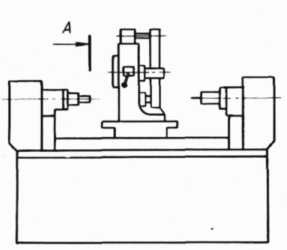
|
Схема базування та обробки деталі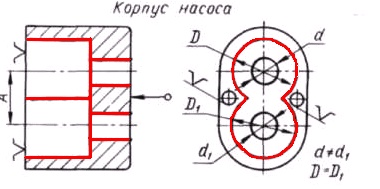
Бази: Площина з боку більшого отвору та два отвори |
|
Розміри та матеріал оброблюваної деталі |
|
| Перепад діаметрів колодязя та валу D-d, мм | 3...40 |
| Міжцентрова відстань А, мм | 20…95 |
| Матеріал | чавун |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм | 0,1 |
| Допуск на розмір базових отворів | по 7-му квалітету |
| Позиційний допуск взаємного розташування базових отворів, мм | 0,01 |
| Допуск площини базової поверхні, мм/мм | 0,01 : 100 |
| Максимальна шорсткість базових поверхонь Ra, мкм | 1,25 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів (і точніше в обґрунтованих випадках) |
по 7-му квалітету |
| Допуск циліндричності розточених отворів, включаючи | в межах від половини |
| конусоподібність, що не залежить від зносу різця | допуску до допуску на діаметр |
| Допуск паралельності загальних осей розточених отворів, мм | 0,03 : 100 |
| Позиційний допуск взаємного розташування розточених отворів, мм | 0,03 |
| Шорсткість оброблених поверхонь Ra, мкм | 2,5 |
Верстат спеціальний обробно-розточувальний на базі моделі 2А754В.
Призначений для обробки отворів та підрізування торців втулок. Допускається базування деталі по торцю, що обробляється.
Точність обробки - за 6-7 квалітетами.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 2.
Випущені моделі верстатів ОС-5952, ОС-6419, ОС-7367 та інші.
|
|
Схема базування та обробки деталі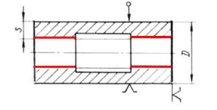
Бази: Зовнішній діаметр деталі з упором у торець |
|
Розміри та матеріал оброблюваної деталі |
|
| Діаметр D, мм | 30...150 |
| Мінімально допустима товщина стінки S, мм | 6…10 (залежно від матеріалу та розмірів деталі) |
| Матеріал | бронза, сталь, чавун |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ... VIII ступенів точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету (і точніше в обґрунтованих випадках) |
| Допуск форми та розташування оброблених на верстаті поверхонь | за ГОСТ 24643-81 для VII...VIII ступенів точності |
| Шорсткість оброблених поверхонь Ra, мкм | з чавуна 2,5 із сталі 1,25 з бронзи 0,63 |
Верстат спеціальний обробно-розточувальний на базі моделі 2А754В.
Призначений для розточування отворів та центрових фасок у торцях колінчастих валів.
Точність обробки - за 6-7 квалітетами.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 2.
Випущені моделі верстатів ОС-3777А, ОС-7137, ОС-8464, ОС-8402 та інші.
Компонувальна схема верстата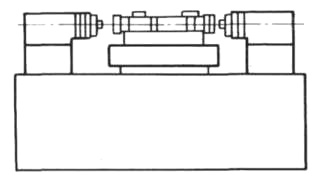
|
Схема базування та обробки деталі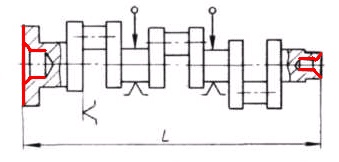
Бази: Зовнішні поверхні двох центральних шийок з упором у бічну поверхню щоки |
|
Розміри та матеріал оброблюваної деталі |
|
| Найбільша довжина L колінчастого валу, мм | 1100, |
| Матеріал | сталь |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ... VIII ступенів точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуск форми та розташування оброблених поверхонь | за ГОСТ 24643-81 для VII...VIII ступенів точності |
| Шорсткість оброблених поверхонь Ra, мкм | 1,25 |
Верстат спеціальний обробно-розточувальний на базі моделі 2А754
Призначений для обробки головки блоку двигуна - розточування отворів під штовхач та сідло клапана та підрізання торця.
Точність обробки - за 6-7 квалітетами.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 1.
Випущені моделі верстатів ОС-5916, ОС-7510, ОС-7479 та інші.
Компонувальна схема верстата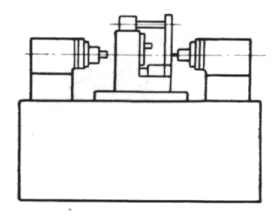
|
Схема базування та обробки деталі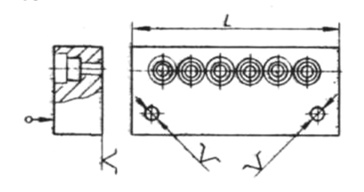
Бази: Нижня площина головки та два базові отвори |
|
Розміри та матеріал оброблюваної деталі |
|
| Найбільша довжина L колінчастого валу, мм | 650 |
| Матеріал | чавун, алюмінієвий сплав |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ... VIII ступенів точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на розміри розточених отворів | по 7-му квалітету |
| Допуск форми та розташування оброблених поверхонь | за ГОСТ 24643-81 для VII...VIII ступенів точності |
| Шорсткість оброблених поверхонь Ra, мкм | з чавуна 2,5 з алюмінієвого сплава 1,25 |
Верстат спеціальний обробно-розточувальний на базі моделі 2А754
Призначений для обробки головки блоку двигуна - розточування циліндричних та гіперболічних отворів та обробки холодильників у вкладишах.
Точність обробки - за 6-7 квалітетами.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 2.
Випущені моделі верстатів ОС-4969, ОС-5936, ОС-7357, ОС-7511, ОС-8447, ОС-8448, ОС2А754В.4115. та інші.
Компонувальна схема верстата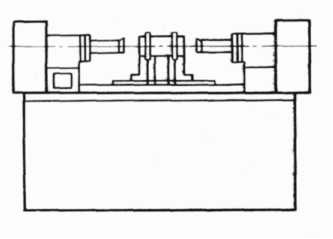
|
Схема базування та обробки деталі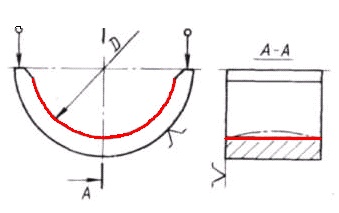
Бази: Зовнішній діаметр з упором у торець |
|
Розміри та матеріал оброблюваної деталі |
|
| Найбільший діаметр отвору, що розточується D, мм | 150 |
| Матеріал | бронза, бабіт |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
| Прилягання базової поверхні до ліжка по фарбі при обтисненому вкладиші, % | 75 |
| Допуск паралельності площини роз'єму осі базової поверхні, мм/мм | 0,02:100 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуски на товщину вкладиша, мм | 0,02 |
| Допуск форми гіперболічного профілю (у радіусному вираженні), мм | 0,005 |
| Шорсткість оброблених поверхонь Ra, мкм | 0,63...0,23 |
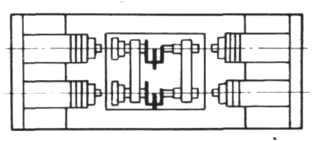
Верстат спеціальний обробно-розточувальний на базі моделі 2А754В
Призначений для розточування отворів під плунжерні пари та підрізання торців у корпусі паливного насоса двигуна.
Точність обробки - за 7 квалітетом.
Верстат двосторонній.
Кількість місць пристосування, що рекомендується, — 1.
Випущені моделі верстатів ОС-4727, ОС-7448 та інші
|
|
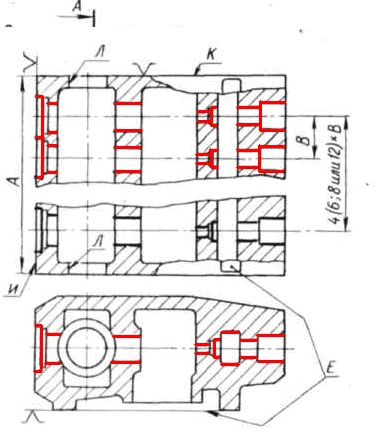
Бази для встановлення заготовки: 1. Основна – загальна площина платиків Е, допоміжні – точки на поверхні І та К, або - 2. Основна – поверхні отворів Л, допоміжні - точки на поверхні Е і торці К. |
|
Розміри та матеріал оброблюваної деталі |
|
| Ширина корпусу А, мм | 200...500 |
| Матеріал | чавун, алюмінієвий сплав |
Приблизні вимоги до деталі перед обробкою (підготовка заготовки) |
|
| Припуски на обробку (на бік), мм | 0,3 |
| Допуски форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ... VIII ступенів точності |
| Максимальна шорсткість базових поверхонь Ra, мкм | 2,5 |
| Позиційний допуск осей попередньо оброблених поверхонь відносно базових поверхонь (у радіусному вираженні), мм |
0,1 |
Основні характеристики деталі, обробленої на верстаті |
|
| Допуск на розміри розточених отворів | по 7-му квалітету |
| Допуск форми та розташування базових поверхонь | за ГОСТ 24643-81 для VII ступені точності |
| Допуски розташування оброблених циліндричних поверхонь відносно базових поверхонь |
за ГОСТ 24643-81 для VIII...IX ступенів точності |
| Шорсткість оброблених циліндричних поверхонь Ra, мкм | 1,25 |
| Шорсткість оброблених торців Ra, мкм | 2,5 |