|
|
Приватне Акціонерне Товариство
|









|
Верстат спеціалізований глибокого свердління горизонтальний одношпиндельний підвищеної точності з числовим програмним управлінням та гідрофікованим пристосуванням моделі ОС2810П.4153Ф2 призначений для свердління глухих та наскрізних отворів діаметром від 5 до 12 мм глибиною до 1200 мм у деталях із трубного та круглого прокату з високолегованої сталі.
Верстат проектується і виготовляється для свердління отворів без обертання оброблюваної деталі рухомим інструментом, що обертається – гарматними свердлами з внутрішнім підведенням СОЖ.
Верстат являє собою напівавтомат з автоматичним циклом обробки за керуючою програмою та ручним завантаженням.
Вид кліматичного виконання УХЛ4.2 згідно з ГОСТ 15152-69.
Температура довкілля +5º…+40ºС.
Режим роботи верстата 3-х змінний.
Додаткові вимоги до спеціалізованого верстата обумовлюються за узгодженням технічного завдання.
На мал. 1 - 3 представлений зовнішній вигляд верстата та схема базування оброблюваної деталі.
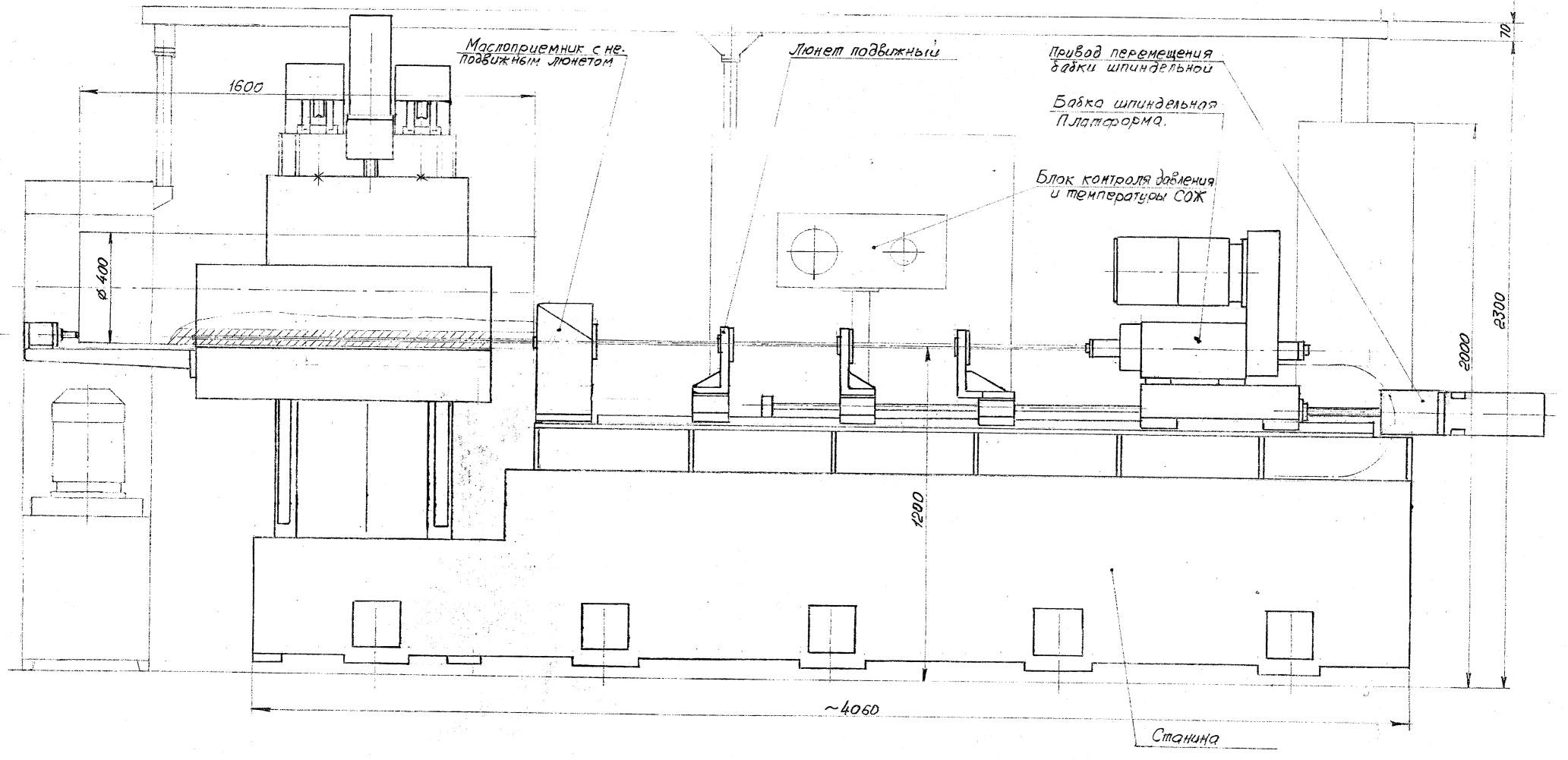
Мал. 1 Установлювальне креслення верстата ОС2810П.4153Ф2 (вид з боку оператора)
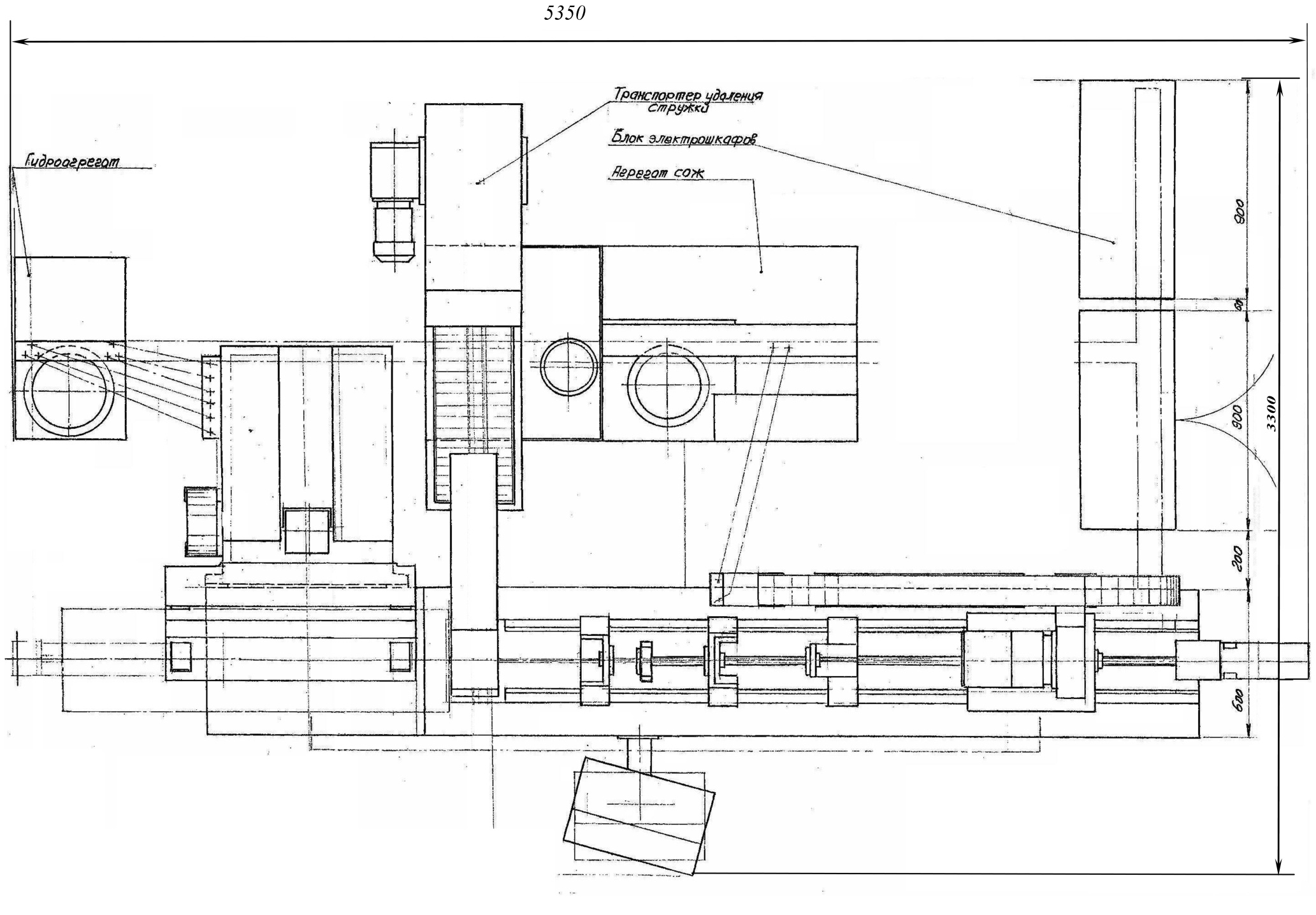
Мал. 2 Вид у плані

Мал. 3 Вид з боку пристосування
ОСНОВНІ ТЕХНІЧНІ ДАНІ ТА ХАРАКТЕРИСТИКИ
Таблиця 1.
| № з/п | Найменування показника | Значення |
|---|---|---|
| 1 | 2 | 3 |
| 1. | Показники заготівки, що обробляється на верстаті | |
| 1.1. | Граничні розміри заготовки, що встановлюється на столі, мм, з трубного прокату, не менше: 1) max діаметр 2) min діаметр 3) max довжина 4) min довжина |
400 150 1600 300 |
| 1.2. | Граничні розміри заготовки, що встановлюється на столі, мм, з круглого прокату, не менше: 1. max діаметр 2. min діаметр 3. max довжина 4. min довжина |
100 80 1350 800 |
| 1.3. | Матеріал, що обробляється | Сталь 30ХГСА |
| 1.4. | Твердість оброблюваного матеріалу | НВ280…350 |
| 2. | Параметри отворів, що обробляються: | |
| 2.1. | Максимальна довжина отвору, мм | 1200 |
| 2.2. | Найменший умовний діаметр свердління, мм | 5 |
| 2.3. | Найбільший умовний діаметр свердління, мм | 12 |
| 2.4. | Точність отвору, що отримується, квалітет | Н9 |
| 2.5. | Точність міжцентрових відстаней, мм | ±0,1 |
| 2.6. | Максимальний вивід осі отвору, мм/м | 0,3 |
| 3. | Найбільша маса заготовки, що встановлюється, кг | 300 |
| 4. | Показники робочих та настановних переміщень | |
| 4.1. | Довжина ходу по осі Z, мм (вздовж осі свердла) | 1700 |
| 4.2. | Довжина ходу по осі Y, мм (вертикальне переміщення заготовки) | 450 |
| 4.3. | Дискретність завдання переміщень, мкм | 1 |
| 4.4. | Точність лінійного позиціонування, мкм | 50 |
| 4.5. | Стабільність лінійного позиціонування, мкм | 25 |
| 4.6. | Кількість керованих осей координат | 2 |
| 5. | Показники основних та допоміжних рухів верстата | |
| 5.1. | Кількість шпинделів, шт | 1 |
| 5.2. | Межі частот обертання шпинделя, об/хв | 1500...4500 |
| 5.3. | Регулювання безступінчасте | |
| 5.4. | Межі робочих подач, мм/хв. | 12...500 |
| 5.5. | Регулювання безступінчасте | |
| 5.6. | Найбільша швидкість швидких переміщень, м/хв, не менше: | 7 |
| 6. | Показники силової характеристики верстата | |
| 6.1. | Найбільший крутний момент на шпинделі, Нм | 65 |
| 6.2. | Найбільше зусилля подачі, Н | 2500 |
| 6.3. | Потужність приводу головного руху, кВт, не менше | 5,5 |
| 6.4. | Сумарна потужність встановлених на верстаті електродвигунів, кВт, не менше | 26,2 |
| 7. | Пристосування | |
| 7.1. | Переналаштовується без зміни базових планок | |
| 7.2. | Кількість заготовок, що одночасно встановлюються, штук | 1 |
| 7.3. | Затискання і підтискання гідравлічні | |
| 7.4. | Тиск затиску регульований, МПа | 1,6...4,0 |
| 8. | Агрегат охолодження (з двома насосами) | |
| 8.1. | Позначення | оригінальний |
| 8.2. | Кількість шт. | 1 |
| 8.3. | Тиск, МПа | 12,5 |
| 8.4. | Продуктивність, дм3/хв | 35/35 |
| 8.5. | Тонкість фільтрації, мкм - фільтри – магнітний, пластинчастий, тонкого очищення |
15 |
| 8.6. | Марка СОЖ | Олія індустріальна або МР-3 ТУ38-1-01-247-75 |
| 8.7. | Гранична температура нагрівання СОЖ, ºС | 50...55 |
| 8.8. | Ємність бака СОЖ, дм3 | 630 |
| 9. | Система змащення | |
| 9.1. | Тип | 993СПИ2,5-2,5-0;ТУ2.053.1620-82 |
| 9.2. | Робочий тиск, МПа | 2,0 |
| 9.3. | Продуктивність, дм3/с | 3,0 |
| 9.4. | Марка олії | И-ЦСЭ-2,5 ИНСп 240 ТУ38.101672-77 |
| 9.5. | Ємність бачка, дм3 | 2.5 |
| 9.6. | Кількість, шт | 2 |
| 9. | Пристосування | |
| 9.1. | Тип | гідрозатискач |
| 9.2. | Завантаження-вивантаження оброблюваних деталей | Ручна підйомно-транспортними засобами замовника |
| 9.3. | Кількість місць, шт. | 5 |
| 10. | Гідрообладнання | |
| 10.1. | Станція гідроагрегату | 2АГ48-94 |
| 10.2. | Кількість, штук | 1 |
| 10.3. | Продуктивність, дм3/хв | 12 |
| 10.4. | Тиск, МПа | 6,3 |
| 10.5. | Тонкість фільтрації, мкм | 8 |
| 10.6. | Марка олії | Турбінна 22 |
| 11. | Електроустаткування | |
| 11.1. | Мережа живлення: | |
| Тип | 3х фазний з глухозаземленою нейтраллю | |
| Рід струму | змінний | |
| Частота струму, Гц | 50± | |
| Напруга, В | 380±38 | |
| 11.2 | Ланцюги управління: | |
| Рід струму | змінний | |
| Напруга, В | 110±10 | |
| 11.3. | Ланцюг сигналізації: | |
| Рід струму | змінний | |
| Напруга, В | 24±2 | |
| 12. | Показники габариту та маси | |
| 12.1. | Габаритні розміри верстата (разом з окремо розташованими агрегатами та електроустаткуванням), мм, не більше (попередньо): 1) довжина 2) ширина 3) висота |
5350 3300 2370 |
| 12.2. | Маса верстата, кг, не більше: | 7000 |
| 13. | Клас точності верстата за ГОСТ 8-82 | H |
ПОБУДОВА І РОБОТА ВИРОБУ ТА ЙОГО СКЛАДОВИХ ЧАСТИН.
Загальне компонування верстата.
Верстат компонується з безпосередньо верстата і необхідного приставного обладнання, що включає дві електрошафи, гідроагрегат 2АГ48-94 і станцію подачі СОЖ.
Основними базовими вузлами верстата є горизонтальна станина, на якій монтуються вузли подачі та головного руху, та пристикована до неї вертикальна стійка з приводом переміщення затискного пристрою.
Станина виконана у вигляді жорсткої зварної конструкції, посиленої ребрами жорсткості.
На верхній поверхні станини розташована основа з платформою, на якій встановлено шпиндельну бабку з приводом головного руху; три рухомих люнета, привід подач, маслоприймач
Переміщення платформи здійснюється за допомогою ШВП від приводу подач із безступінчастим регулюванням робочої подачі. Опори гвинта закріплені на верхній площині станини між направляючими, привід подач закріплений на задній опорі корпусу.
Настановні переміщення люнетів здійснюються від силової платформи за допомогою штанг.
Для керування циклом верстата на силовій платформі розміщено блок шляхових мікроперемикачів, а в пазах лінійки, розміщеної на станині, закріплені кулаки керування.
На лицьовій частині верстата розміщено пульт керування верстатом. На похилій панелі пульта розміщено кнопки, а на вертикальній – монітор системи ЧПУ. Над корпусом пульта встановлено світлофор сигналізації режимів роботи верстата.
Підведення СОЖ здійснюється через шпиндельний вузол і колектор, відведення трубою з маслоприймача прямо в приймальний лоток агрегату СОЖ, або транспортер стружки.
Вертикальна стійка призначена для вертикального переміщення оброблюваної деталі вздовж осі У в межах координат отворів, що обробляються. Стійка кріпиться до задньої стінки горизонтальної станини з боку маслоприймача і в складі верстата закріплюється на фундаменті.
На лицьовій вертикальній поверхні стійки закріплені напрямні з платформою, на якій встановлено пристосування для базування, підтискання та затискання заготовок та привід переміщення платформи.
Переміщення платформи здійснюється за допомогою ШВП від приводу переміщення з безступінчастим регулюванням. Опори гвинта закріплені на вертикальній площині стійки між направляючими, привід подач закріплений на корпусі верхньої опори.
Платформа із встановленими на ній вузлами врівноважена механічною противагою, що переміщається у стійці.
Підведення електрокомунікацій від електрошафи до вступної клемної коробки верстата здійснюється коробом, подальше розведення електрокомунікацій по верстату та до агрегатів здійснюється в коробах по задній стінці верстата.
Подача до споживачів СОЖ, гідравліки та мастила здійснюється трубами та шлангами високого тиску через відповідні колектори.
У верстаті передбачено пристрій захисту інструменту на основі контролю тиску СОЖ, що нагнітається в зону різання.
Верстат може працювати в одному з двох режимів:
1. Напівавтомат (за введеною керуючою програмою)
2. Налагодження.
Опис конструкції.
Оброблювана деталь під час обробки нерухома. Одночасно обробляється одна заготовка. Інструменту надається обертальний та горизонтальний поступальний рух. Вертикальне програмоване переміщення оброблюваної заготовки при вихідному положенні інструменту дозволяє отримати необхідні координати отворів вертикальної діаметральної площини.
Гідроагрегат, агрегат охолодження, пульт СОЖ та електрошафи розташовані окремо від верстата та з'єднані з ним трубами та коробами.
Механізм збирання стружки та відпрацьованої С0Ж з'єднує верстат з агрегатом СОЖ.
На рухомій платформі вертикальної стійки закріплено пристрій для базування і закріплення оброблюваної деталі на верстаті. Пристосування складається з корпусу г-подібної форми, на якому встановлені змінні приймальні та базові планки. Затискання деталі здійснюється гідроциліндрами через систему важелів. Контроль затискання деталі здійснюється реле тиску. Затискання деталі здійснюється з пульта керування.
Маслоприймач служить для збору відпрацьованої СОЖ зі стружкою, передачі її на транспортер стружки і в «брудний» бак агрегату СОЖ. У розточенні передньої стінки маслоприймача встановлено кондукторну втулку. В отворі задньої стінки маслоприймача базується нерухомий люнет. Кондукторна втулка призначена для спрямування інструменту на початку свердління та для ущільнення СОЖ. Люнет призначений для спрямування стебла свердла, гасіння вібрацій і відбивання потоку СОЖ, що відпрацювала, зі стружкою. Шпиндельна бабка служить для закріплення інструменту і надавання йому обертального і поступального руху, СОЖ підводиться до шпинделя, що обертається, шпиндельної бабки через колектор. Привід подачі здійснює обертання ходового гвинта кулько-гвинтової передачі фірми REXROTH Bosch, за допомогою якого по LM-напрямникам фірми REXROTH Bosch переміщується платформа зі встановленою на ній шпиндельною бабкою. Між пристосуванням і платформою по тим же LM-направляючим переміщаються три рухомих люнета. У вихідному положенні вони рівномірно розподілені між платформою та маслоприймачем для зменшення прогину та додаткового направлення свердла. Після підходу платформи до кожного рухомого люнету вони переміщаються до маслоприймача спільно. Після закінчення обробки платформа переміщається назад і по ходу захоплює рухомі люнети, повертаючи їх у вихідне положення.Станіна
Станіна є жорсткою звареною відпаленою конструкцією і призначена для встановлення на ній основних вузлів верстата.
На шліфованій верхній площині станини закріплюються дві LM-напрямні фірми REXROTH Bosch 1605-304-31, по яких переміщаються на чотирьох каретках 1623-314-20 платформа зі шпиндельною головкою і приводом обертання, а також на двох каретках кожен - рухомі люнети.
Гвинт ходовий
Гвинт ходовий призначений для перетворення обертального руху приводу подачі в поступальне переміщення платформи з інструментом і складається з шарико-гвинтової передачі фірми REXROTH Bosch у складі: двоопорного гвинта 40х10мм, двох опор у зборі, фланцевої гайки та компенсуючої муфти, що з'єднує гвинт з приводом подачі. Задня плаваюча опора кріпиться на дзеркалі станини, передня опора встановлюється у корпусі приводу подач, гайка встановлюється у розточенні платформи та кріпиться фланцем на торці платформи. Усі вхідні вузли оснащені ущільненнями та скребками фірми REXROTH Bosch.
Платформа
Лита чавунна платформа на чотирьох кулькових каретках встановлюється на двох лінійних напрямних і з'єднується з ходовим гвинтом кульковою однозахідною гайкою. На верхній шліфованій площині платформи встановлено шпиндельну головку з приводом обертання, на задній вертикальній площині – кулачки керування циклом.
Головка шпиндельна
Головка шпиндельна призначена для закріплення та обертання рушничного свердла, закріплюється на платформі та разом з нею здійснює рухи подачі та прискореного ходу.
Шпиндель головки встановлений у чавунному корпусі на прецизійних дуплексованих радіально-упорних шарикопідшипниках. Передня опора складається із двох підшипників, встановлених за системою тандем. Задня опора складається із одного підшипника. Попереднє натягування підшипників здійснюється за допомогою пружини, що переміщає рухливу втулку, яка впирається в зовнішнє кільце підшипника задньої опори. Потім рухома втулка за допомогою тангенціального затискача стопориться. У міру зношування, для відновлення точності опор, достатньо віджати і знову затиснути тангенціальний затискач рухомої втулки.
Максимальна розрахункова частота обертання шпинделя - 4500 об/хв.
Шпиндель має отвор для підведення СОЖ під тиском всередину свердла.
Задній кінець шпинделя стикується з колектором СОЖ.
У циліндричному отворі головки шпинделя через перехідну втулку закріплюється інструмент за допомогою гвинта, що притискає до переднього торця шпинделя регулювальну гайку, якою здійснюється осьове підрегулювання інструменту після переточень. Головки шпинделя змінні за кількістю діаметрів посадкових хвостовиків свердл.
Крутний момент від шпинделя на перехідну втулку передається гвинтом.
Мастило опор шпинделя - консистентне, на весь термін служби підшипників.
Привід обертання
Обертання свердла, встановленого у шпиндельній головці, здійснюється приводом обертання, що складається з асинхронного електродвигуна, встановленого на кронштейні та поліклінової ремінної передачі від шківа електродвигуна до шківа шпиндельної головки. Діапазон частот обертання шпинделя забезпечується частотним регулюванням електродвигуна та змінними шківами.
Маслоприймач
Є зварною коробкою з похилим лотком. Містить нерухому кондукторну втулку та люнет ущільнення.
Маслоприймач призначений для спрямування та підтримки інструменту, ущільнення та збору стружки з відпрацьованою СОЖ у конвеєр чи візок..
Люнет
Вузол призначений для направлення стебла свердла, гасіння вібрацій, відбивання потоку СОЖ, що відпрацювала, зі стружкою, направлення його через вікно станини в механізм для відведення стружки і встановлюється в задній розточці корпусу маслоприймача
Люнет складається з корпусу, у розточці якого встановлений підшипник, у внутрішню обойму якого встановлена втулка. У цій втулці встановлені ущільнювальні пластикові втулки.
Люнет встановлюється в маслоприймач.
Пристосування
Є зварним корпусом, що монтується на платформі вертикальної стійки, на якому закріплені базуючі призми, блоки затиску, гідроциліндр досилки.
Пристосування призначене для базування та фіксації заготовки.
Для переналагодження пристрою на обробку заготовки іншого діаметра достатньо змінити вертикальні базові планки на призмах. Завдяки прийнятій схемі розміщення базових призм (див. мал. 4) зменшується «просідання» деталі, що зменшує зміщення оброблених отворів відносно базових поверхонь та зменшується вертикальний хід платформи.
Привід подачі
Привід подачі призначений для надання платформі робочої подачі та прискореного переміщення. Гвинт кулькової гвинтової пари закріплений у двох опорах. Одна з них є комбінованим підшипником, встановленим у фланці. Фланець кріпиться до передньої площини платформи. До задньої площини кріпиться корпус, де знаходиться задня опора гвинта. Обертання на гвинт передається від високомоментного двигуна через компенсуючу муфту і беззазорну пару шестерень. Вибір зазору в зачепленні шестерень здійснюється поворотом ексцентрика, що розсуває шестерні блоку.
Привід забезпечує діапазон подач 15...200 мм/хв.
Привід переміщення платформи вертикальної стійки
Вузол складається з корпусу, в якому встановлений стакан з комбінованим підшипником, зафіксованим в осьовому напрямку фланцем.
Підшипник є передньою опорою гвинта кулькової гвинтової пари. Через проміжний фланець до корпусу кріпиться високомоментний регульований двигун, що з'єднується з гвинтом за допомогою компенсуючої муфти. Задньою опорою гвинта є підшипник, встановлений у кронштейні.
Керування циклом
Вузол призначений для видачі чергових команд при виконанні елементів автоматичного циклу і складається з планки з пазами, що прикріплена до бічної стінки платформи. У пазах планки зафіксовані регульовані по довжині упори керування автоматичним циклом свердління, що взаємодіють із блоком кінцевих вимикачів, встановленим на бічній стінці станини.
Колектор СОЖ
Колектор призначений для підведення СОЖ під високим тиском всередину шпинделя, що обертається, бабки шпиндельної.
Колектор базується в розточці хвостової частини шпинделя і з'єднується з ним різьбою.
Вал колектора, що обертається, встановлений в корпусі на дуплексованих радіально-упорних шарикопідшипниках.
У розточках валу, що обертається, і фланця встановлені втулки, одна з яких - нерухома. Втулка, що не обертається, має можливість осьового переміщення щодо фланця. Підтиск цієї втулки проводиться пружиною. Компенсаційне кільце між корпусом і фланцем служить для забезпечення зазору між торцем втулки, що не обертається, і торцем фланця.
Для відведення можливих витоків СОЖ у корпусі колектора передбачено дренажний отвір. Порожнини підшипників заповнюються мастилом ЦИАТИМ-202 ГОСТ11110-75.
Агрегат СОЖ
Вузол призначений для зберігання, нагнітання та очищення СОЖ від стружки. З агрегату СОЖ насосні установки подають СОЖ під високим тиском всередину порожнього свердла і далі в зону різання з метою охолодження свердла та транспортування стружки вздовж жолоба свердла в маслоприймач. З маслоприймача СОЖ і стружка потрапляють на механізм прибирання стружки, в якому з СОЖ видаляється стружка, а СОЖ через лоток механізму збирання стружки повертається в агрегат. Система агрегату СОЖ циркуляційна. Сам агрегат розташований окремо від верстата. Спочатку СОЖ із залишком дрібної стружки з транспортера стружки потрапляють у приймальний короб через дрібну сітку, де затримується частина стружки. Далі СОЖ потрапляє у чорний відсік, при вході у чорний відсік бака, встановлений кронштейн, у якому закріплені магнітні патрони.
Магніти притягують металеві включення СОЖ. У чорному відсіку бака є лабіринт, при проходженні якого з СОЖ осідає частина металевих включень, що проскочили крізь магнітні патрони. З чорного відсіку бака СОЖ подається насосом перекачування через пластинчасті фільтри, фільтр тонкого очищення, повітряний теплообмінник в чистий відсік.
При налагодженні агрегату або контрольній перевірці тиску до системи підключається манометр. На кришці чистового відсіку встановлена насосна установка СОЖ, повітряний фільтр і фільтр заливки. На бічній стінці бака агрегату встановлені покажчики рівня СОЖ та люки, через які проводиться періодичне очищення порожнин відсіків від бруду.
Заливка СОЖ у бак проводиться через фільтр заливки. Лоток необхідно періодично, у міру накопичення в ньому стружки, знімати та очищати.
Повітряний теплообмінник типу Г44-25 призначений для охолодження СОЖ. Він складається з радіаторів, осьового вентилятора з приводним електродвигуном запобіжного клапана. Теплообмінник кріпиться до кришки бака та з'єднаний зливною трубою з баком агрегату.
У процесі експлуатації агрегату СОЖ необхідно періодично знімати кронштейн із магнітними патронами та очищати патрони від стружки.
Склад мастильно-охолоджувальної рідини уточнюється за погодженням технічного проекту.
Високий ступінь очищення СОЖ істотно впливає на стійкість інструменту і якість обробленої поверхні.
Пульт СОЖ призначений для контролю та регулювання тиску в системі охолодження.
Пульт встановлений на баку агрегату СОЖ на висоті, що дозволяє спостерігати показання приладів з основного робочого місця оператора у головного пульта управління. СОЖ від насосної установки подається на пульт СОЖ, на якому встановлено електроконтактний манометр, напірні золотники, демпфери та електроконтактний термометр. Тиск СОЖ у системі регулюється напірними золотниками. Демпфер, встановлений на колекторі, служить для згладжування коливань тиску СОЖ у системі. Електроконтактні манометр та термометр призначені для вимірювання відповідно температури СОЖ та включення сигналізації при порушенні встановлених параметрів. При мінімальному та максимальному тиску передбачається відведення шпиндельної головки зі свердлом у вихідне положення з одночасною подачею світлової сигналізації на сигнальне табло та вимкненням верстата. На пульті СОЖ встановлено табло сигналізації, що інформує оператора про виконання елементів циклу роботи верстата і різних несправностях, що можуть виникнути.
Насосна установка СОЖ.
Вузол призначений для нагнітання потоків СОЖ під високим тиском у зону різання.
Вузол встановлений на кришці агрегату СОЖ та складається з кронштейна, який закріплений до кришки через віброізолюючі опори. До правого торця кронштейна закріплений електродвигун, до лівого торця закріплений насос. Муфта, що передає обертання від електродвигуна до насоса, розташована всередині кронштейна. З'єднання насосної установки з рухомими вузлами верстата здійснюється комунікацією СОЖ.
Механізм прибирання стружки
Механізм служить для транспортування стружки зі станини до збірника стружки, а також зливу відпрацьованої СОЖ в агрегат для її подальшого використання.
Для прибирання стружки застосований покупний транспортер стружки. Охолоджувальна рідина по лотку через сітку стікає до агрегату СОЖ.
Гідроагрегат
Гідроагрегат зібрано на базі насосної установки типу 20-2,2 Г48-1.
Ця насосна установка складається з бака, пластинчастого насоса типу Г12-3М з електродвигуном і вентилятором на валу електродвигуна, фільтра грубого очищення С43-3, фільтра тонкого очищення Г43-51, зворотного клапана ПГ51-24, напірного золотника ПГ54-24, запобіжного клапана з переливним золотником ПГ52-14, золотника для включення манометра МГ574М, манометра, радіатора масляного ЗІЛ 157-1013010, масловказівника. Корпус бака складається із двох відсіків. Перший відсік являє собою масляний резервуар ємністю 63 дм3, в якому розміщено насос П2-31М. Насос та електродвигун змонтовані вертикально на кришці бака та з'єднуються між собою пружною муфтою. У другому відсіку розташований масляний радіатор повітряного охолодження, що обдувається вентилятором. Клапан зворотний ПГ51-24, запобіжний клапан ПГ52-24 і гідроклапан тиску ПГ54-34М встановлені на плиті, закріпленій на кришці бака. Крім гідроапаратури, на плиті встановлений золотник МГ574І з манометром МГП-60/1-100Х4 для вимірювання тиску в лініях зливу та нагнітання. Контроль рівня олії в баку здійснюється за допомогою масловказівника.
Олія від пластинчастого насоса через фільтр грубого очищення трубопроводом підводиться до плити і по її каналу - до запобіжного клапана з переливним золотником ПГ52-24, призначеного для захисту гідросистеми від перевантажень і налаштування тиску в системі.
Місткість бака 63 дм3. При експлуатації насосної установки рекомендується заливати в бак відфільтровані від частинок більше 0,025 мм такі марки олій: турбінна ТП22 ГОСТ 9972-74.
Заміну олії рекомендується проводити не рідше одного разу на шість місяців.
Система змащення.
Змащування напрямних та кулько-гвинтових пар проводиться централізованою системою змащування СПІ 3-2,5-АГ3 через систему живильників.
Система керування верстатом та електрообладнання.
Напруга живлення 380В ± 38В, 50Гц ± 1Гц
Тип системи керування: SINUMERIK 828d Basic M з вбудованим програмованим контролером.
Система приводів: Simodrive 611, виробник: Siemens.
Двигуни:
- синхронні електродвигуни на всіх осях ЧПУ
- асинхронний електродвигун на шпинделі
Механічний привід: ШВП фірми REXROTH.
Електроустаткування та ПЧПУ забезпечують режими роботи:
1) автоматичний – відпрацювання технологічного циклу обробки деталі за керуючою програмою, введеною в ПЧПУ;
2) напівавтоматичний - покадрове відпрацювання технологічного циклу обробки деталі за керуючою програмою, введеною в ПЧПУ;
3) переднабір - відпрацювання технологічного циклу обробки деталі під час введення команд з пульта ПЧПУ;
4) налагоджувальний - управління механізмами верстата зі верстатних пультів під час проведення налаштування та регулювання вузлів верстата.
Обсяг оперативної пам'яті ПЧПУ для керуючих програм споживача – 64 кБайт.
Тип вимірювальної системи – непрямого виміру (датчик електродвигуна).
Приводи обертання шпинделів та приводи подач забезпечують частоту обертання шпинделя, швидкості подач та швидких переміщень відповідно до табл.1.
Для забезпечення обслуговування в процесі експлуатації верстат оснащений системою діагностики у вигляді повідомлень оператору, які дають змогу визначити помилкові дії або знайти причину аварійних станів.
Вимоги до ЧПУ
1. Система ЧПУ - Siemens SINUMERIK 828 Basic M з програмним забезпеченням DNC Machine для передачі через стандартну мережу Ethernet програм ЧПУ. Введення технологічних програм із головного пульта та зовнішніх носіїв USB Flash. Русіфікований інтерфейс оператора. У сервісних режимах – російська чи англійська мова.
2. Обробка деталей на верстаті здійснюється в автоматичному режимі з використанням наступних керованих координат:
- свердло горизонтально – “Z”“
- деталь вертикально – “Y”
3. Для забезпечення обслуговування в процесі експлуатації верстат повинен бути оснащений системою діагностики у вигляді повідомлень оператору, які дозволяють визначити помилкові дії або знайти причину аварійних станів.
4. Верстат повинен комплектуватися пультом оператора, що складається з панелі керування та стандартного верстатного пульта.
Додаткові органи управління обумовлюються окремо, виходячи з реальних можливостей, але блокування одночасного управління від різних пультів має бути забезпечене.
5. Регулювання швидкості всіх приводів безступінчасте і визначається від ЧПУ. Перемикачі на пульті оператора дозволяють здійснювати корекцію заданих подач та обертів шпинделів.
6. Алгоритм роботи верстата повинен, по можливості, унеможливлювати блокування всього верстата при несправності окремих вузлів та агрегатів для забезпечення настановних переміщень у процесі ремонту.
7. Документація до ЧПУ:
- документація користувача та виробника на CD англійською мовою;
- програма електроавтоматики на дискеті або CD та в роздруківці;
- параметри ЧПУ на дискеті або CD та в роздруківці;
Вся документація, розроблена даним виробником верстата або на його замовлення, крім програми електроавтоматики та параметрів ЧПУ, має бути поставлена на CD у форматі Acrobat Reader російською мовою, а також у 3-х примірниках російською мовою на папері.
8. Тип безперебійного живлення для системи ЧПУ, характеристики:
Тривалість роботи системи ЧПУ від джерела безперебійного живлення: 7 хв.
ОПИС РОБОТИ ВЕРСТАТА
Принцип роботи верстата наступний.
Верстат знаходиться у вихідному положенні. Горизонтальна платформа зі шпиндельною головкою та свердлом знаходиться у вихідному положенні. Вертикальна платформа із пристосуванням знаходиться в нижньому положенні. У пристосуванні осьовий підтиск відведено, притискні важелі відведені.
Цеховими підйомно-транспортними механізмами заготовка завантажується на призми пристосування.
Натисканням кнопки "Затиск" на головному пульті виконується послідовно підтискання оброблюваної деталі в осьовому напрямку до кондукторної втулки і потім затискання деталі.
Після натискання кнопки "Цикл" включаються одночасно привід подачі, привід шпиндельної головки, агрегат СОЖ та станція змащення.
Свердло, встановлене в бабці шпиндельній, здійснює одночасно обертальний та поступальний рух. Робоча частина свердла в процесі врізання в оброблювану деталь отримує строго зорієнтований напрямок поступального руху від кондукторної втулки.
Нерухомий люнет спрямовує стебло свердла, гасить вібрації, відбиває потік СОЖ, що відпрацювала, зі стружкою. Рухливі люнети додатково спрямовують стебло свердла і гасять вібрації. СОЖ під високим тиском подається від бака СОЖ через колектор СОЖ, отвір у шпинделі шпиндельної головки та стеблі свердла в зону різання, охолоджує свердло, транспортує стружку в маслоприймач і далі через вікно у верхній стінці станини в механізм прибирання стружки або конвеєр, далі відокремившись від стружки, СОЖ надходить у чорний відсік бака СОЖ і пройшовши кілька стадій очищення СОЖ знову подається насосами в зону різання. При досягненні необхідної глибини свердління вимикається подача та вмикається прискорений хід у зворотному напрямку. Горизонтальна платформа зі шпиндельною головкою повертається у вихідне положення, вимикається: привід подачі, привід шпиндельної бабки, агрегат СОЖ, станція змащення. Вертикальна платформа з оброблюваною деталлю переміщається в координату другого отвору та цикл обробки повторюється.
Після закінчення повної обробки всіх отворів обидві платформи повертаються у вихідне положення.
Натисканням кнопки "Віджим" виконується віджимання деталі, що обробляється.
| Вихідні дані: | |
|---|---|
| Діаметр свердління, мм | 12.0 |
| Матеріал заготовки | Сталь 30ХГСА; |
| Група матеріала | Р СМС код 03.21 |
| Твердість матеріалу заготовки | покращена НВ280…350 |
| Ріжучий інструмент | свердло гарматне із зовнішнім відведенням СОЖ |
| тип 428.9 ф. SANDVIK Coromant | |
| Довжина свердління, max, мм | 1200 |
Розрахунок режимів обробки для Ø 12мм. |
|
| Розрахунок здійснено за каталогами фірми SANDVIK Coromant. | |
| Номінальні величини: | |
| Подача на оборот шпинделя | Sо = 0,05 мм/об; |
| швидкість різання | VH = 90 м/хв; |
| Тоді число оборотів шпинделя | |
| $$n = {1000\times V_{H} \over \pi \times D } = { 1000\times 90 \over \pi \times 12,7 } = 2257 \; хв^{-1}, \; приймаємо \;\; n = 2250 хв^{-1};$$ | |
| Витрата СОЖ | QH = 30 л/хв |
| Нормативний тиск СОЖ | PH = 4,5 МПа |
| Нормативна потужність різання | NH = 3 кВт |
| Нормативна сила різання | Рн = 1,5 кН |
|
|
| Хвилинна подача | $$ S{хв} = {S_{O}\times n } = { 0,05\times 2250 } = 112 \; мм/хв; $$ |
| Машинний час свердління | $$ t{св} = { L_{св}+L_{вр} \over S_{хв} } = { 1200+5+5 \over 112 } = 10.8 \; хв; $$ |
| $$ L_{св} = 1200 мм $$ | - глуиина свердління |
| $$ L_{вр} = 5 мм $$ | - врізання |
| $$ L_{п} = 5 мм $$ | - перебіг |
| Час завантаження-розвантаження | $$ t_{з-р} = 4 хв $$ |
| Час прискореного ходу | $$ t_{приск} = { L_{св}+L_{вр}+L_{п} \over V_{приск} }+t_{в} = { 1200+5+5 \over 4000 }+0.05 = 0,35 \; хв; $$ |
| $$ t_{в} = 0,05 хв $$ | - витримка часу на гальмування |
| Тоді повний час циклу | $$ T_{циклу} = t_{св} + t_{з-р} + t_{приск} = 10,8 + 4 + 0,35 = 15,15 хв $$ |
| При цьому годинна розрахункова продуктивність верстата: | |
| $$ Q = { N \times 60 \times K_{вик} \over T_{циклу}} ={ 1 \times 60 \times 0,8\over 15,15 } = 3,2 \;шт/год\; $$ | |
| Де Квик = 0,8 – коефіцієнт використання; | |
N = 1 – кількість одночасно оброблюваних деталей |
|
Приймаємо орієнтовну продуктивність верстата Qгод = 3 шт/год , уточнювану під час випробування верстата. |
||||||||||||||||||||||||||||||||||||
|
| Вихідні дані: | |
|---|---|
| Діаметр свердління, мм | 7 |
| Матеріал заготовки | Сталь 30ХГСА; |
| Група матеріала | Р СМС код 03.21 |
| Твердість матеріалу заготовки | покращена НВ280…350 |
| Ріжучий інструмент | свердло гарматне із зовнішнім відведенням СОЖ |
| Ріжучий матеріал, марка | тип 428.9 ф. SANDVIK Coromant |
| Довжина свердління, max, мм | 1000 |
Розрахунок режимів обробки для Ø 7мм. |
|
| Розрахунок здійснено за каталогами фірми SANDVIK Coromant. | |
| Номінальні величини: | |
| Подача на оборот шпинделя | Sо = 0,03 мм/об; |
| швидкість різання | VH = 90 м/мин; |
| Тоді число оборотів шпинделя | |
| $$n = {1000\times V_{H} \over \pi \times D } = { 1000\times 90 \over \pi \times 7,0 } = 4094 \; хв^{-1}, \; приймаємо \;\; n = 4100 хв^{-1};$$ | |
| Витрата СОЖ | QH = 20 л/хв |
| Нормативний тиск СОЖ | PH = 7,0 МПа |
| Нормативна потужність різання | NH = 2,3 кВт |
| Нормативна сила різання | Рн = 1,1 кН |
|
|
| Хвилинна подача | $$ S{хв} = {S_{O}\times n } = { 0,03\times 4100 } = 123 \; мм/хв; $$ |
| Машинний час свердління | $$ t{св} = { L_{св}+L_{вр} \over S_{хв} } = { 1000+5+5 \over 123 } = 8,2 \; хв; $$ |
| $$ L_{св} = 1000 мм $$ | - глибина свердління |
| $$ L_{вр} = 5 мм $$ | - врізання |
| $$ L_{п} = 5 мм $$ | - перебіг |
| Час завантаження-розвантаження | $$ t_{з-р} = 3 хв $$ |
| Час прискореного ходу | $$ t_{приск} = { L_{св}+L_{вр}+L_{п} \over V_{приск} }+t_{в} = { 1000+5+5 \over 4000 }+0.05 = 0,05 \; хв; $$ |
| $$ t_{в} = 0,05 хв $$ | - витримка часу на гальмування |
| Тоді повний час циклу | $$ T_{циклу} = t_{св} + t_{з-р} + t_{приск} = 8,2 + 3 + 0,3 = 11,5 хв $$ |
| При цьому годинна розрахункова продуктивність верстата: | |
| $$ Q = { N \times 60 \times K_{вик} \over T_{циклу}} ={ 1 \times 60 \times 0,8\over 11,5 } = 4,17 \;шт/год\; $$ | |
| Де Квик = 0,8 – коефіцієнт використання; | |
N = 1 – кількість одночасно оброблюваних деталей |
|
Приймаємо орієнтовну продуктивність верстата Qгод = 4,2 шт/год , уточнювану під час випробування верстата. |
||||||||||||||||||||||||||||||||||||
|
| Вихідні дані: | |
|---|---|
| Діаметр свердління, мм | 5 |
| Матеріал заготовки | Сталь 30ХГСА; |
| Група матеріала | Р СМС код 03.21 |
| Твердість матеріалу заготовки | покращена НВ280…350 |
| Ріжучий інструмент | свердло гарматне із зовнішнім відведенням СОЖ |
| Ріжучий матеріал, марка | тип 428.9 ф. SANDVIK Coromant |
Розрахунок режимів обробки для Ø 5мм. |
|
| Розрахунок здійснено за каталогами фірми SANDVIK Coromant. | |
| Номінальні величини: | |
| Подача на оборот шпинделя | Sо = 0,02 мм/об; |
| швидкість різання | VH = 70 м/мин; |
| Тоді число оборотів шпинделя | |
| $$n = {1000\times V_{H} \over \pi \times D } = { 1000\times 70 \over \pi \times 7,0 } = 4460 \; хв^{-1}, \; приймаємо \;\; n = 4500 хв^{-1};$$ | |
| Хвилинна подача | $$ S{хв} = {S_{O}\times n } = { 0,02\times 4500 } = 90 \; мм/хв; $$ |
| Витрата СОЖ | QH = 14 л/хв |
| Нормативний тиск СОЖ | PH = 8,0 МПа |
| Нормативна потужність різання | NH = 1,73 кВт |
| Нормативна сила різання | Рн = 0,8 кН |
| Виходячи з мінімальних та максимальних діаметрів обробки приймаємо: | |
| - діапазон оборотів шпинделя | 1500…4500 об/хв |
| - діапазон подач | 90…123 мм/хв |
ОРГАНІЗАЦІЯ РОБОТИ НА ВЕРСТАТІ.
Перед встановленням свердла (нового або після переточування) в шпиндель верстата необхідно налаштувати необхідну монтажну довжину свердла за допомогою відповідного пристрою, що входить до комплекту верстата.
Зміна та встановлення інструменту ручна. Виведення інструмента в положення "Зміна інструменту" виконується відповідною кнопкою на пульті. Потім необхідно в режимі «Налагодження» від'єднати люнет від маслоприймача та поштовховою кнопкою вивести інструмент у позицію «витяг-установка свердла». Введення свердла в кондукторну втулку проводиться у порядку зворотному вищеописаному при зміні інструменту.
ПЕРЕТОЧКА ГАРМАТНИХ СВЕРДЛ
Хороші результати можуть бути гарантовані при своєчасному переточенні гарматних свердл. Знос по задній поверхні не повинен перевищувати 0,2 ... 0,4 мм для свердл діаметром до 15 мм.
Залежно від допуску на отвір та оброблюваного матеріалу гарматні свердла можуть бути переточені 15...20 разів, а стійкість між переточками становить 10...20 м довжини обробки.
| Нормативна витрата інструменту: | ||
|---|---|---|
| Отвір Ø = 7 мм | ||
| - довжина свердління | $$ L_{св} = 1000 \; мм $$ | |
| - приймаємо довжину одного переточування | $$ I_{1} = 0,5 \; хв $$ | |
| - стійкість між переточками | $$ I_{п} = 12000 \; мм $$ | |
| - кількість оброблених деталей до переточування | $$n = { I_{n} \over \ L_{CC} } = { 12000 \over 1000 } = 12 \; штук \; \;\; ;$$ | |
| - допустима кількість переточок | 14 разів | |
| - тоді одним свердлом можна обробити | $$ 12 \; штук \; \times 14 = 168 \; штук $$ | |
зменшимо цю кількість на 10% через можливі поломки свердла, тоді приймаємо 150 отворів, оброблених одним свердлом з переточками.
Тоді на обробку 1440 отворів (за завданням) необхідно мати 1440 / 150 = 9,6 свердла.
Прийимаємо 10 свердл для обробки 1440 отворів Ø = 7 мм довжиной 1000 мм.
| Нормативна витрата інструменту: | ||
|---|---|---|
| Отвір Ø = 12 мм | ||
| - довжина свердління | $$ L_{св} = 1200 \; мм $$ | |
| - приймаємо довжину одного переточування | $$ I_{1} = 0,6 \; хв $$ | |
| - стійкість між переточками | $$ I_{п} = 12000 \; мм $$ | |
| - кількість оброблених деталей до переточування | $$n = { I_{n} \over \ L_{CC} } = { 12000 \over 1200 } = 10 \; штук \; \;\; ;$$ | |
| - допустима кількість переточок | 10 разів | |
| - тоді одним свердлом можна обробити | $$ 10 \; штук \times 10 = 100 \; штук $$ | |
зменшимо цю кількість на 10% через можливі поломки свердла, тоді приймаємо 90 отворів, оброблених одним свердлом з переточками.
Тоді на обробку 360 отворів (за завданням) необхідно мати 360 / 90 = 4 свердла.
Прийимаємо 4 свердла для обробки 360 отворів Ø = 12 мм довжиною 1200 мм.
Норма може коливатися залежно від якості підготовки інструменту та уточнюється під час експлуатації.
Устаткування для переточування
Переточування гарматних свердл може проводитися на звичайному заточному верстаті зі спеціальним пристосуванням. Переточування може виконуватися також на спеціальному верстаті для заточування гарматних свердл. Спеціальний пристрій та верстат дають наступні переваги:
- Точність виконання заточування
- Відтворення початкової заточки
- Швидкість та простота виконання заточування
Шліфувальний пристрій і верстат можуть бути поставлені за запитом.

Заточувальний верстат TBSM 2-32
Призначений спеціально для переточування гарматних свердл діаметром від 2 до 32 мм.
На ньому також можна сформувати додатковий стружколом.
Технічні характеристики:
Переміщення столу: 250 мм
Вертикальне переміщення: 160 мм
Робоча зона: 133 х 470 мм
Діаметр та товщина шліфувального круга: 125 х 10 мм
(Розміри шліфувального круга для двокромкових свердл 80 х 10 мм)
Частота обертання шпинделя: 2850 об/хв 380 V 50 Гц

Заточний пристрій TBSG 2,5-32
Переточування свердел з однією ріжучою кромкою
Переточування гарматних свердел з однією ріжучою кромкою.

УМОВИ ПОСТАВКИ ВЕРСТАТУ.
Комплектність постачання обладнання:
У комплект постачання повинні входити:
- верстат – 1шт;
- електрошафи 2шт;
- агрегат охолодження 1шт;
- гідроагрегат 1шт;
- кабінетний захист робочої зони;
- програматор;
- комплект допоміжного інструменту (інструментальні оправки).
Додаткові опції:
- транспортер відведення стружки;
- телескопічний захист напрямних;
- заточувальний верстат TBSM 2-32 фірми SANDVIK Coromant;
- або заточний пристрій TBSG 2,5-32 для універсального заточувального верстата;
- свердло 428.9-07000-1500-002 (Ø7мм) – 10 штук;
- свердло 428.9-12000-1700-002 (Ø12мм) – 4 штуки;
Інструмент та технологічне оснащення:
Продавець рекомендує різальні інструменти та оправки для найбільш економічно вигідної обробки оброблюваних деталей. Термін рекомендації Замовнику.
Планування розміщення обладнання із фундаментними габаритними розмірами:
Новостворене креслення фундаменту надається Замовнику за 9 місяців до відвантаження верстата.
Умови контролю та приймання обладнання:
Замовник має право направляти спеціалістів для проведення інспекції виготовлення обладнання на заводі Продавця до відвантаження протягом виготовлення обладнання.
Представники Замовника беруть участь у процесі перевірки та випробування верстата на заводі Продавця. Дані випробування включають наступне:
• огляд та представлення верстата;
• функціональне випробування верстата;
• перевірка точності відповідно до таблиць точності заводу виробника.
Остаточне приймання верстата проводиться після завершення пусконалагоджувальних робіт на заводі Замовника за узгодженою програмою. Програма має бути подана Замовнику на погодження за 3 місяці до відвантаження обладнання із заводу-виробника.
Умови монтажу та налагодження:
Фахівці Продавця повинні забезпечити повний монтаж обладнання, введення його в експлуатацію, провести функціональні випробування, перевірку точності геометрії відповідно до вимог технічної документації, налаштування вимірювальних систем та ЧПУ, інші прийомоздаткові випробування, передбачені документацією на дане обладнання.
Після готовності верстата до експлуатації проводиться обробка деталі з програмою ЧПУ, складеною фахівцями Продавця спільно зі спеціалістами Замовника.
По завершенню приймально-здавальних випробувань представниками Замовника та Продавця оформляється Акт введення верстата в експлуатацію.
Навчання персоналу:
Продавець проводить розгорнуте навчання спеціалістів Замовника за узгодженою програмою.
Навчання в обов'язковому порядку проводиться з:
- програмістами;
- обслуговуючим персоналом;
- технічним персоналом (механіки, електрики, електронники) та технологами.
Вимоги до упаковки:
Упаковка та консервація повинні забезпечувати повне збереження обладнання від будь-яких пошкоджень та корозії в дорозі при його доставці автомобільним транспортом, а також забезпечувати повне збереження при зберіганні обладнання перед монтажем та пуско-налагодженням у Замовника.
Кожне пакувальне місце має бути замарковане російською мовою.
Кожне пакувальне (товарне) місце має супроводжуватись пакувальним листом російською мовою.
Гарантійні умови:
Гарантія повної відповідності обладнання Технічному завданню, технічним умовам виробника.
Гарантійні зобов'язання 18 місяців з дати введення обладнання в експлуатацію.
Перелік технічної документації:
«Посібник з експлуатації» папка 1 – 2 екземпляри*, що включає:
- опис конструкції верстата;
- основні технічні дані та характеристики;
- комплектність;
- вимоги заходів безпеки;
- склад верстата;
- будову та роботу верстата та його основних вузлів;
- опис та принцип роботи гідравлічної, змащувальної системи та системи СОЖ;
- порядок транспортування, розпакування, монтажу та встановлення верстата на фундамент;
- випробування верстата на відповідність нормам точності;
- порядок роботи на верстаті;
- відомості про приймання;
- вказівки з технічного обслуговування;
- гарантії Виробника;
- специфікації всіх комплектуючих виробів;
- специфікацію встановлених підшипників;
- специфікацію встановлених гумотехнічних виробів;
* додатково Покупцю передається електронна копія папки 1.
«Креслення та схеми» - папка 2* – 2 екземпляри, що включає:
- специфікація та складальне креслення верстата;
- специфікації та складальні креслення новорозроблених та застосовуваних вузлів;
- креслення деталей, що швидко зношуються;
- кінематичну схему;
- схема гідравлічна;
- схема змащування.
* кількість папок у папці 2 залежить від обсягу документації, уточнюється при відвантаженні.
«Електрообладнання» - папка 3 - 2 екземпляри, що включає:
- опис конструкції електроустаткування верстата;
- основні технічні дані та характеристики електрообладнання;
- комплектність електроустаткування;
- вимоги заходів безпеки;
- склад електроустаткування верстата;
- будову та роботу електрообладнання верстата та його основних вузлів;
- інструкція з програмування;
- паспорти покупних комплектуючих на систему ЧПУ, командоконтролер, привод, ел. двигуни і т.д. (в обсязі постачання фірми-постачальника);
- математичне забезпечення*
*додатково Покупцеві передається електронна копія математичного забезпечення.
«Електрообладнання. Креслення та схеми» - папка 4* - 2 екземпляри, що включає:
- схеми електричні принципові зі специфікаціями;
- схеми електричні монтажні із специфікаціями;
- схеми розташування електроустаткування на верстаті;
- складальні креслення електровузлів зі специфікаціями;
- роздруківки програми PLC (програмованого логічного контролера);
- список входів/виходів.
* Електронна копія папки 4.
Технічна документація на покупні вироби – папка 5 – по 1 екземпляру (обсяг поставки фірми - постачальника).
Спеціальні та додаткові вимоги:
Забарвлення верстата у світло-зелений колір (уточнюється під час укладання Контракту).
Усі комплектуючі нові – 2013…2014 р.р.
ТЕРМІН ПОСТАЧАННЯ
Термін постачання верстата 12 місяців з моменту першого платежу.
У зазначений термін входить проектування та узгодження технічної документації на спеціальний верстат – 4 місяці.
ЦІНА ВЕРСТАТА
Ціна верстата договірна, оплата поетапна.