|
|
Частное Акционерное Общество
|









|
Сверлильно-фрезерно-расточной станок с подвижным порталом, с вертикальным шпинделем, с числовым программным управлением (ЧПУ) и автоматической сменой инструмента (АСИ) модели 2570ПМФ4.
На станке можно производить следующие операции: сверление; рассверливание; зенкерование; развёртывание; нарезание резьбы с резьбонарезным патроном ,фрезерование плоское и контурное.
Класс точности станка – П по ГОСТ 8-82.
Компоновка «GANTRY» (подвижный портал) по сравнению со станками с подвижным столом позволяет обрабатывать детали с большими поверхностями при почти вдвое меньшей занимаемой производственной площади. На станке обеспечивается возможность сверления стандартными свёрлами Ø 10…63мм в сплошном материале, рассверливания до 80мм, растачивания до Ø210 мм, а также возможность фрезерования торцовыми и цилиндрическими фрезами и нарезания резьбы до М60х5,5мм. Возможно вихревое нарезание резьбы. Объём стружки при фрезеровании 600см3/мин.
Обрабатываемые детали устанавливаются на зеркале стола.
Рабочий стол конструктивно выполнен составным из 2х пар сдвоенных плит, соединенных в продольном направлении. Плиты выполнены литыми чугунными. На каждой из составных плит установлены направляющие, представляющие собой систему для прямолинейного перемещения (LM-систему).
Подвижный портал перемещается по оси «Х» («Х1») на LM - направляющих, закреплённых на станине. Длина стола и, соответственно, ход по оси Х могут быть увеличены кратно 3000мм.
По LM - направляющим (ось «Y»), закреплённым на фронтальной плоскости траверсы портала, перемещается каретка с установленной на ней пинолью.
Вертикальная подача по оси «Z» осуществляется перемещением пиноли в корпусе каретки.
Перемещения рабочих органов по осям «Y» и «Z» осуществляются от индивидуальных электродвигателей через шарико-винтовые пары, по оси «Х» по зубчатой рейке.
На станке предусмотрена автоматическая и ручная смена инструмента. Устройство автоматической смены инструмента барабанного типа с вертикальной осью инструмента отличается простотой и надёжностью. Инструмент захватывается непосредственно ходом шпинделя без автооператоров и манипуляторов, что позволяет уменьшить число отказов станка.
Перемещение по всем осям осуществляется цифровыми приводами Simodriv с управлением от системы ЧПУ модели SINUMERIK 840D фирмы SIEMENS, Германия.
Привод зажима инструмента – электромеханический.
Направляющие по оси Х закрыты стальной телескопической защитой.
На осях «Y», «Z» установлены датчики косвенного измерения, на оси «Х» датчик прямого измерения - оптическая линейка.
В состав станка входит агрегат СОЖ и транспортер уборки стружки.
| НАИМЕНОВАНИЕ ПОКАЗАТЕЛЯ | 2570ПМФ4 |
|---|---|
| 1.ПОКАЗАТЕЛИ ТИПОРАЗМЕРА | |
| 1.1. Размеры рабочей поверхности стола, мм, не менее: | |
| 1) длина | 6000 |
| 2) ширина | 2000/2500 |
| 1.2. Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм, не менее: | 800/1250 |
| 1.3. Наименьшее расстояние от торца шпинделя до рабочей поверхности стола, мм, не менее: | 170 |
| 1.4. Просвет между стойками, мм | 2185/2700 |
| 1.5. Наибольшая нагрузка на стол от заготовки, кг/м-погонный | 7500 |
| 2. ПОКАЗАТЕЛИ ИНСТРУМЕНТА. | |
| 2.1. Конус – ISO 50 | |
| 2.2. Магазин инструмента | |
| 2.2.1. Количество инструментов | 24 |
| 2.2.2. Наибольшие размеры инструмента, устанавливаемого в магазине, мм | |
| 1) без пропуска гнёзд | |
| - диаметр | 140 |
| - длина | 300 |
| 2) с пропуском одного гнезда | |
| - диаметр | 210 |
| - длина | 300 |
| 2.2.3. Наибольшая масса оправки (блока) в магазине, кг | 20 |
| 3. ПОКАЗАТЕЛИ РАБОЧИХ И УСТАНОВОЧНЫХ ПЕРЕМЕЩЕНИЙ | |
| 3.1. Наибольшее программируемое перемещение рабочих органов по линейным осям, мм, не менее: | |
| 1) портала по оси "X" * | Min4000 и далее с кратностью 3000 |
| 2) каретки по оси "Y" | 2000/3150 |
| 3) пиноли по оси "Z" | 630/800 |
| 3.2.Количество управляемых линейных осей | 3 |
| 3.3. Количество одновременно управляемых (линейная интерполяция) линейных осей | 3 |
| 3.4. Дискретность задания линейных перемещений, мкм, не более | 1 |
| 4. ПОКАЗАТЕЛИ ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ ДВИЖЕНИЙ | |
| 4.1. Пределы частот вращения шпинделя, об/мин | 15...3000 |
| 4.2. Пределы рабочих подач, мм/мин: | |
| 1) портала по оси "X" * | 5...3000 |
| 2) каретки по оси "Y" | 5...2000 |
| 3) пиноли по оси "Z" | 5...2000 |
| 4.3. Скорости быстрых перемещений, мм/мин, не менее: | |
| 1) портала по оси "X" * | 10000 |
| 2) каретки по оси "Y" | 10000 |
| 3) пиноли по оси "Z" | 6000 |
| 4.4. Точность чистовой обработки отверстий | H7 |
| 4.5. Шероховатость чистовой обработки отверстий | Ra2,5 |
| 5. ПОКАЗАТЕЛИ СИЛОВОЙ ХАРАКТЕРИСТИКИ | |
| 5.1. Max. крутящий момент на шпинделе, Нм, не менее | 1060 |
| 5.2. Усилие подачи, Н, не менее: | |
| 1) портала по оси "X" | 6000 |
| 2) каретки по оси "Y" | 6000 |
| 3) пиноли по оси "Z" | 20000 |
| 5.3. Мощность привода главного движения, кВт, не менее | 19 |
| 5.4. Суммарная мощность установленных электродвигателей, кВт, ориентировочно | 40 |
| 6. ПОКАЗАТЕЛИ ГАБАРИТА И МАССЫ | |
| 6.1. Габаритные размеры (с отдельно расположенными агрегатами и электрооборудованием), мм, не более | |
| 1) длина | 8150 |
| 2) ширина | 7000 |
| 3) высота | 4300 |
| 6.2. Масса (с отдельно расположенными агрегатами и электрооборудованием), кг, ориентировочно | 26000 |
Точность линейного позиционирования
В скобках - точность позиционирования при установке датчиков прямого измерения по оси «Y».
| Наименование оси | Перемещение, мм | Точность, мкм |
|---|---|---|
| Перемещение портала - ось «X» | 4000 | ±25 |
| 7000 | ±32,5 | |
| 10000 | ±40 | |
| 13000 | ±40 | |
| Перемещение шпиндельной бабки - ось «Y» | ||
| 1250 | ±32.5(±20) | |
| 2000 | ±32,5(±20) | |
| 3150 | ±40(±25) | |
| Перемещение пиноли - ось «Z» | ||
| 630 | ±25 | |
| 800 | ±32,5 |
КОМПЛЕКТНОСТЬ
Стандартная комплектация входит в стоимость и включает:
- Агрегат СОЖ;
- Детали для монтажа на фундаменте;
- Инструмент для обслуживания;
- Запасные части;
- Руководство по эксплуатации.
По требованию заказчика за отдельную плату могут быть поставлены:
- Инструментальный магазин
- Телескопическая защита направляющих стола
- Устройства - угловые головки, зажимные приспособления, дополнительные инструментальные магазины и устройства смены инструментальных магазинов, защита направляющих;
- Автономный гидроагрегат.
Цена определяется в зависимости от комплектации после согласования.
Срок поставки 16 месяцев после предоплаты. Предоплата по согласованному графику.
Опции:
Телескопическая защита направляющих Y
Комплект вспомогательного инструмента под ISO 50,
Патрон для подвода СОЖ внутрь сверла

На базе 2560ПМФ4 и 2570ПМФ4 по Вашему «ТЗ» могут быть спроектированы и изготовлены специальные и специализированные станки.
Так, для Подольского ОАО «Машиностроительный завод « ЗиО – Подольск» в 1996 -1997г.г. был спроектирован и изготовлен специализированный сверлильно-фрезерно-расточной двухшпиндельный станок с подвижным порталом с ЧПУ для обработки деталей теплоэнергетического оборудования, в т.ч. для сверления отверстий в трубных досках. Один шпиндель предназначен для обычного сверления, второй – для глубокого сверления в т.ч. свёрлами одностороннего резания. В настоящее время подготавливается контракт на его капитальный ремонт и модернизацию после 16 лет непрерывной работы в три смены. «Танкетки» по всем осям будут заменены на линейные направляющие, установлены новые шпиндельные узлы, новый агрегат СОЖ, современные системы ЧПУ и привода фирмы SIEMENS.
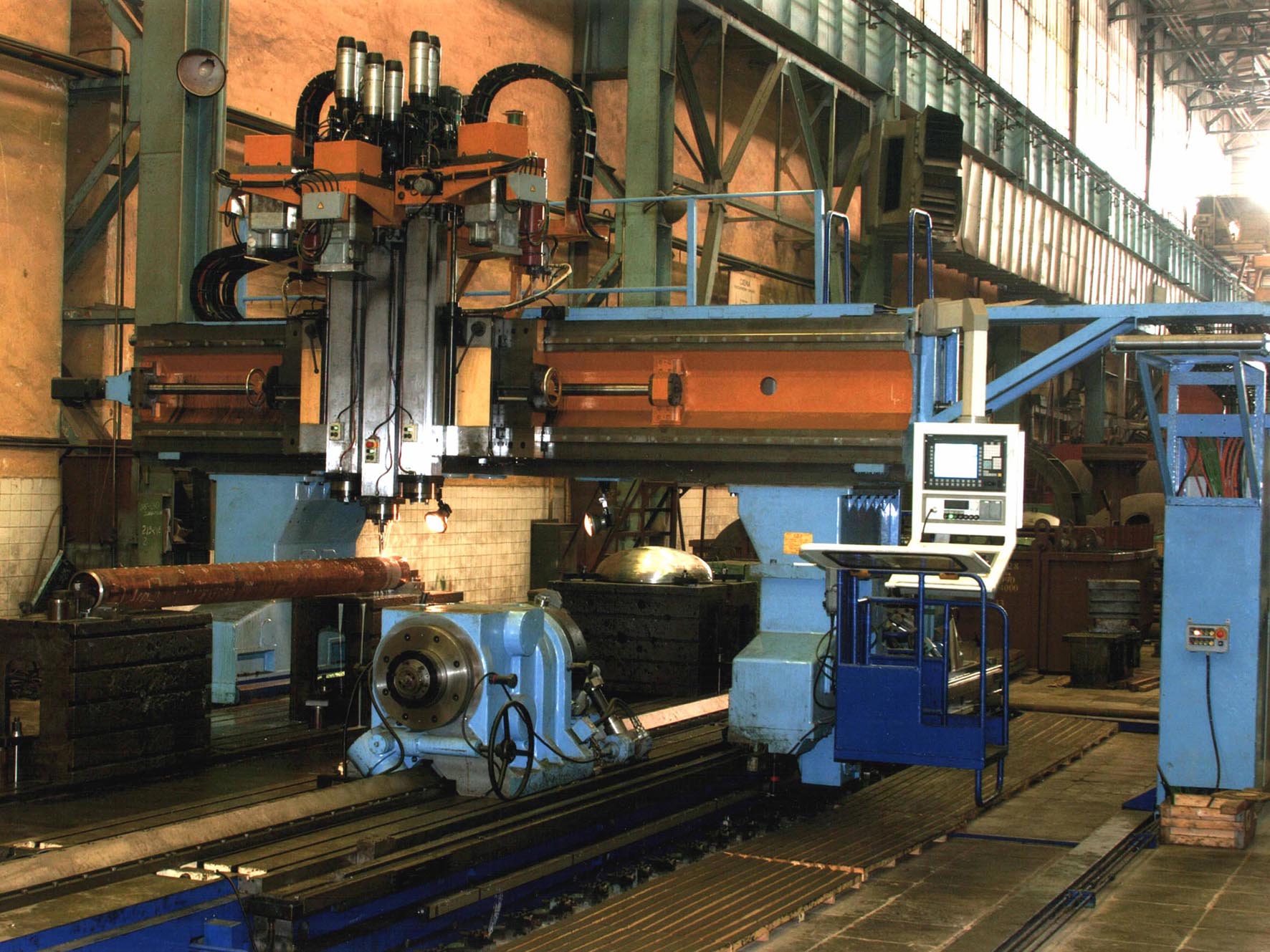
Как пример предлагается рассмотреть изготовленный в 2004г. для ОАО «Машиностроительный завод «ЗиО-Подольск» СПЕЦИАЛИЗИРОВАННЫЙ ВЕРТИКАЛЬНЫЙ ТРЕХШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНО-РАСТОЧНОЙ станок с ПОДВИЖНЫМ ПОРТАЛОМ С ЧПУ, предназначенный для комплексной обработки отверстий в трубных коллекторах и трубных досках теплообменного оборудования.
Длина основного стола-12000мм, с приставной станиной -18000мм, ширина-3600мм.
На станке обеспечивается возможность сверления стандартными сверлами Ø10…63мм в сплошном материале, рассверливания- до Ø120мм, растачивания до Ø400мм, а также возможность фрезерования и нарезания резьбы.
При обработке трубных коллекторов деталь устанавливается в специальном приспособлении для базирования, закрепления и поворота трубы коллектора, установленном на зеркале стола.
Переналадка приспособления на различные диаметры труб производится съемными элементами, переналадка на различные длины труб производится перемещением задней бабки приспособления в соответствующее положение. Для уменьшения деформации трубы под действием сил резания предусмотрен специальный люнет( подводимые опоры), расположенный между передней и задней бабками. Делительный механизм устанавливается на неподвижной передней опоре.
При обработке труб коллекторов длиной до 8 м задняя бабка перемещается в пределах основной станины длиной 12м. Для обработки труб коллекторов длиной более 8м задняя бабка перемещается по приставной станине длиной 6м , пристыкованной к левой передней части основной станины.
Обработка трубных коллекторов длиной до 8м осуществляется полностью за один цикл без переустановки детали.
Обработка трубных коллекторов длиной более 8м осуществляется переустановкой детали путем поворота ее на 180º после полной обработки первых 8м.
Обработка трубных коллекторов производится жестко закрепленным шпинделем №1(при необходимости возможна обработка любым другим шпинделем).
Приспособление для обработки трубных коллекторов не препятствуют установке на зеркале стола трубных досок. Одновременно по длине станины могут быть установлены две трубные доски максимальных габаритов.
Обработка трубных досок производится любым набором из трех шпинделей (три шпинделя одновременно, два любых шпинделя одновременно, один любой шпиндель).
Компоновка станка
Рабочий стол конструктивно выполнен составным из 2х пар сдвоенных плит, соединенных в продольном направлении. Плиты выполнены литыми чугунными. На каждой из составных плит установлены направляющие, представляющие собой систему для прямолинейного перемещения (LM-систему).
Подвижный портал перемещается по оси”Х” (“Х1”) на LМ-направляющих, закрепленных на станине. Линейные (LM) направляющие на всех осях –фирмы ТНК (Япония).
По LМ – направляющим (ось «Y»), закрепленным на фронтальной плоскости траверсы портала, перемещается плита с установленными на ней тремя пинолями.
При этом корпус пиноли «Z1» жестко закреплен на плите, а корпуса пинолей «Z2» и «Z3» могут установочно перемещаться вдоль оси «Y» с минимальным межцентровым расстоянием 240мм и максимальным 480мм относительно пиноли «Z1» независимо друг от друга.
Вертикальная подача по осям «Z1», «Z2», «Z3» осуществляется перемещением пинолей в своих корпусах независимо друг от друга.
Смена инструмента в каждом из шпинделей ручная.
Станок оснащен комплектным электрооборудованием SIEMENS перемещение по всем осям осуществляется цифровыми приводами SIMODRIYE 611D с управлением от системы ЧПУ модели SINUMERIK 840 D.
| НАИМЕНОВАНИЕ ПОКАЗАТЕЛЯ | ЗНАЧЕНИЕ |
|---|---|
| 1.ПОКАЗАТЕЛИ ТИПОРАЗМЕРА | |
| 1.1. Размеры рабочей поверхности стола, мм, не менее: | |
| - длина | 10000 |
| - ширина | 3200 |
| 1.2. Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм, не менее: | 1240 |
| 2. ПОКАЗАТЕЛИ ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК | |
| 2.1.Коллектор. Заготовка-труба | |
| 2.1.1. Наибольшая масса обрабатываемой детали, кг, не более | 7000 |
| 2.1.2. Наибольший диаметр обрабатываемой детали, мм | 630 |
| 2.1.3. Наименьший диаметр обрабатываемой детали, мм | 83 |
| 2.1.4. Наибольшая длина обрабатываемой детали, мм | 14000 |
| 2.1.5. Наименьшая длина обрабатываемой детали, мм | 1500 |
| 2.1.6. Наибольшая толщина стенки, мм | 75 |
| 2.1.7.Наименьшая толщина стенки, мм | 4,5 |
| 2.2. Трубная доска. Заготовка- поковка. | |
| 2.2.1. Наибольшая масса обрабатываемой детали, кг | 3500 |
| 2.2.2. Наибольший диаметр обрабатываемой детали, мм | 3200 |
| 2.2.3. Наибольшая толщина, мм | 200 |
По Вашему “ТЗ” можем спроектировать и изготовить станок с другими техническими характеристиками

Специализированный вертикальный трехшпиндельный сверлильно-расточной станок с подвижным порталом с ЧПУ (Общий вид станка)
Специализированный вертикальный трехшпиндельный сверлильно-расточной станок с подвижным порталом с ЧПУ (Рабочая зона станка)
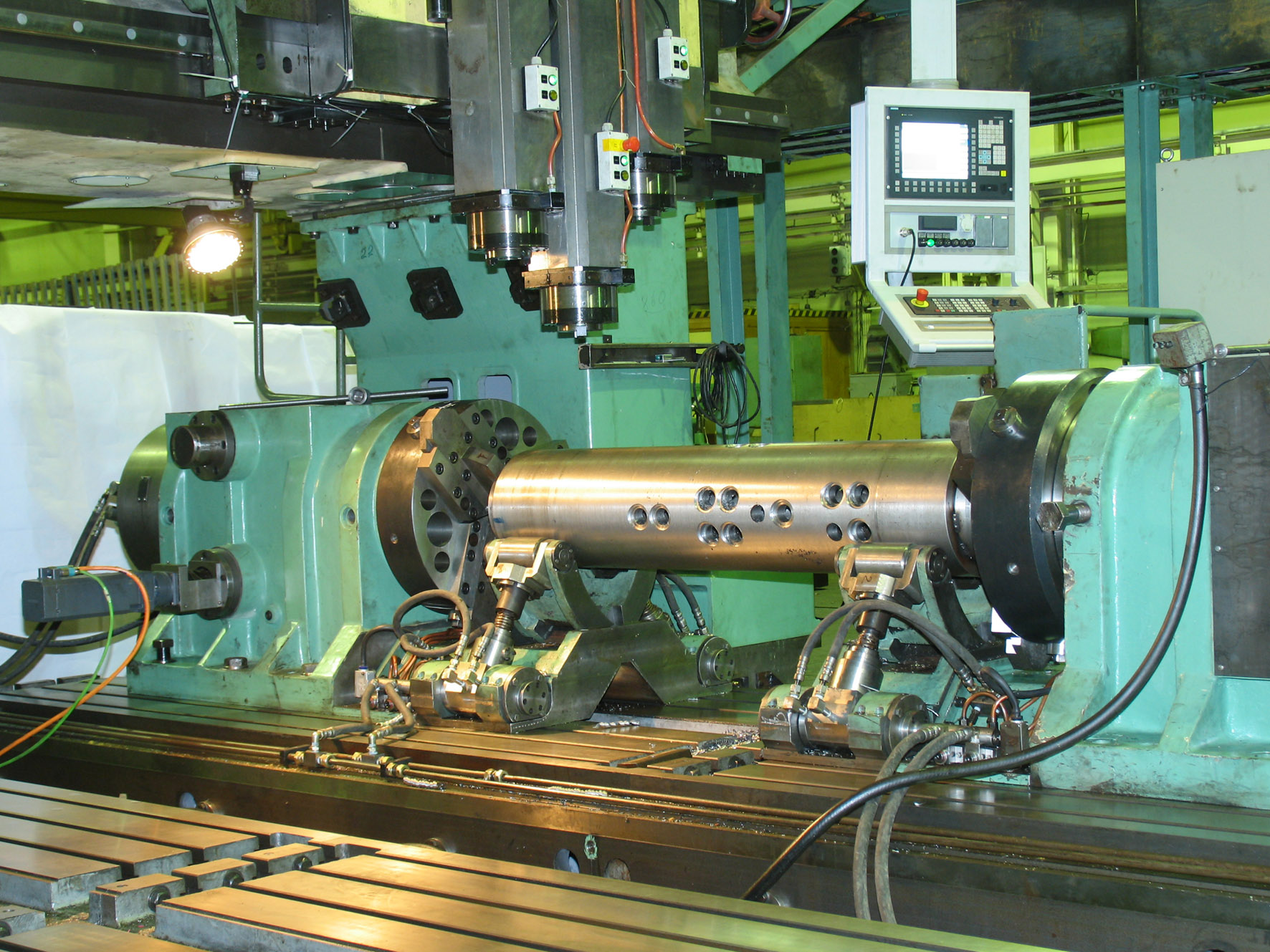
Специализированный вертикальный трехшпиндельный сверлильно-расточной станок с подвижным порталом с ЧПУ (Поворотное устройство для трубного коллектора)